要点171 特殊材料焊件的点焊要点
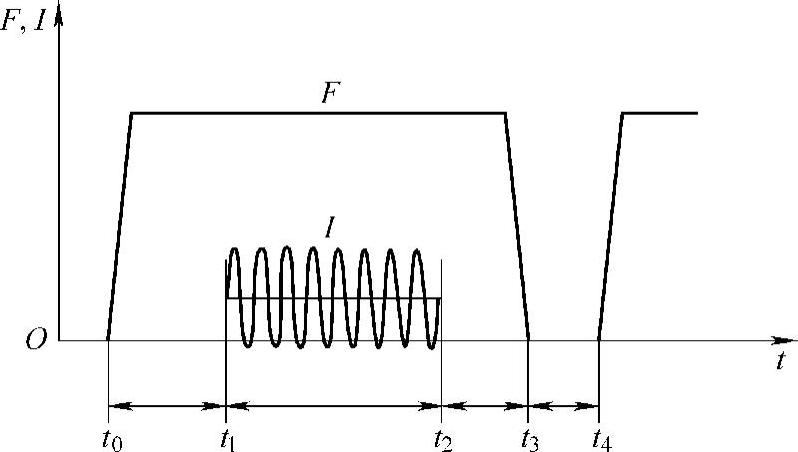
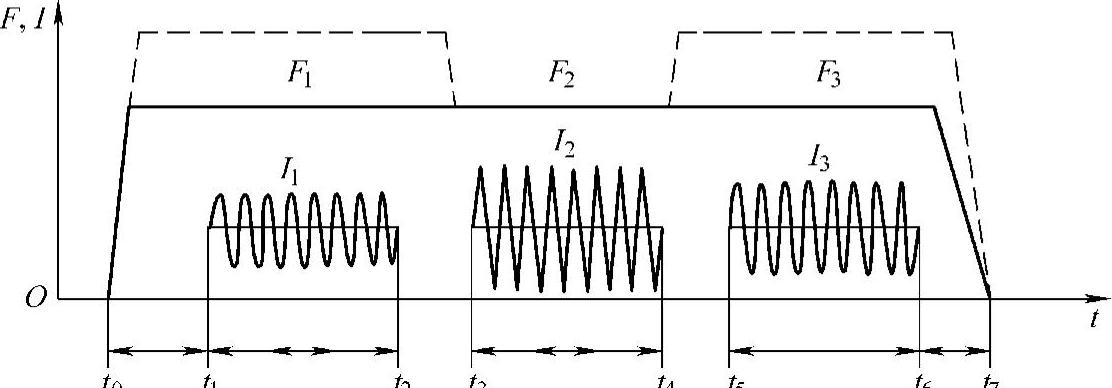
点焊焊接循环包括“加压”、“焊接”、“维持”、“休止”四个基本程序段,这也是目前焊接某些普通碳钢材料采用的所谓简单焊接循环(图7-13)。为了保证焊点质量,遇到焊接特殊材料焊件时应使用复杂的点焊焊接循环(图7-14)。例如,焊接厚钢板和高强铝等金属材料,使用预压压力,就能克服焊件刚性,获得低而均匀的接触电阻;对淬火倾向较大的材料,可采用缓冷脉冲的焊接参数;对调质处理材料,则采用电极间焊后热处理规范,对提高接头综合力学性能有利。

图7-13 点焊的简单焊接循环(https://www.daowen.com)
t0~t1—加压 t1~t2—焊接 t2~t3—维持 t3~t4—休止
图7-14 点焊的复杂焊接循环
t0~t1—加压 F1t1~t2—预热(电流I1) t2~t3—加压F2t3~t4—焊接(电流I2) t4~t5—加压F3t5~t6—热处理(电流I3) t6~t7—维持F3