要点57 如何避免坡口侧壁熔合不良缺陷

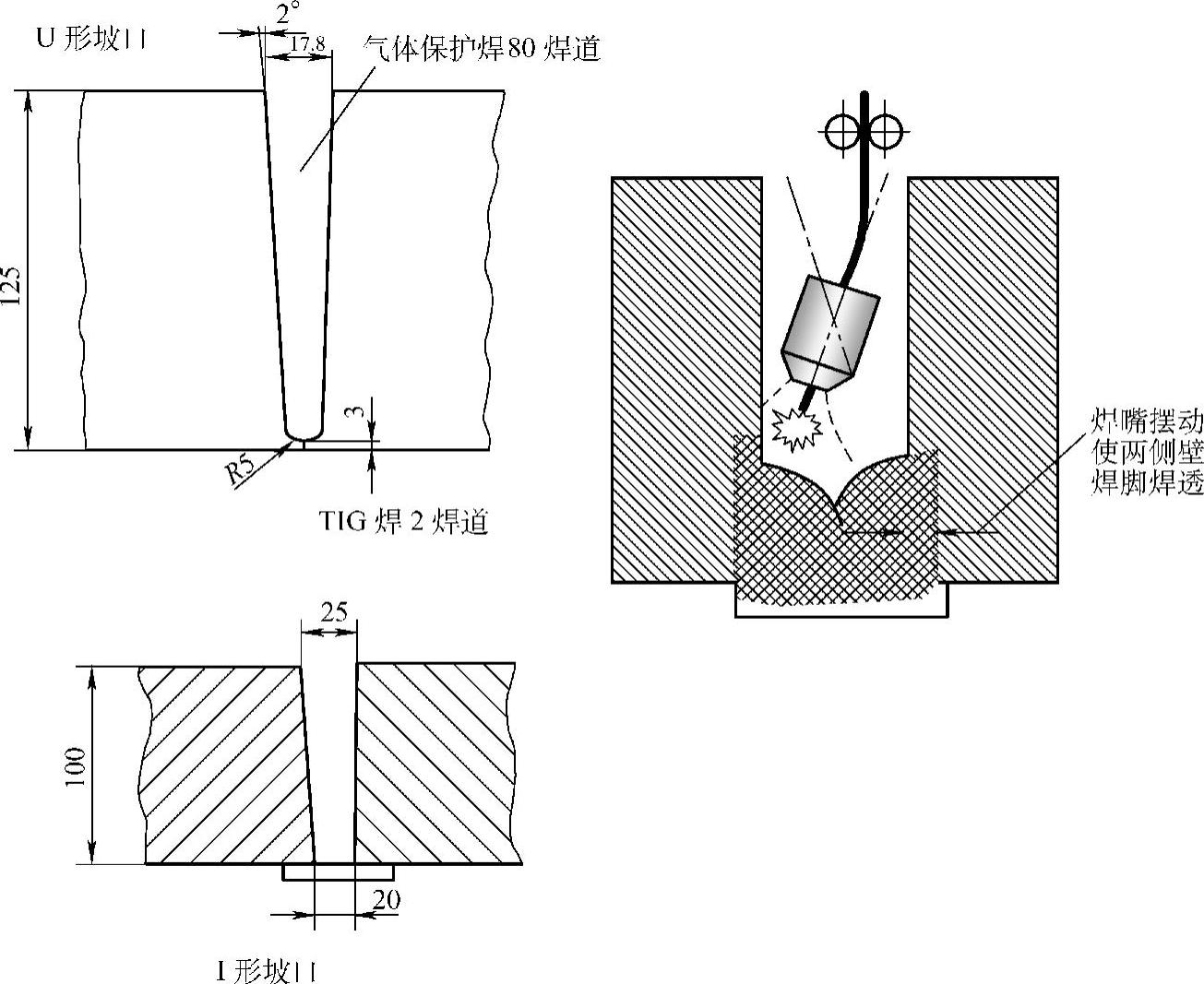
图3-4 窄间隙焊接焊嘴须摆动
窄间隙焊接(NG-MAG)一般采用I形和夹角很小的U形坡口(图3-4),以单道多层焊和多层多道焊方式实现大厚度板的连接。窄间隙焊接通常遇到的缺陷是侧壁或焊道之间未熔合。这主要是焊丝位置不当造成的。采用摆动或旋转电弧、脉冲电流与正极性接法可以避免产生侧壁熔合不良、夹渣、气孔等缺陷。(https://www.daowen.com)
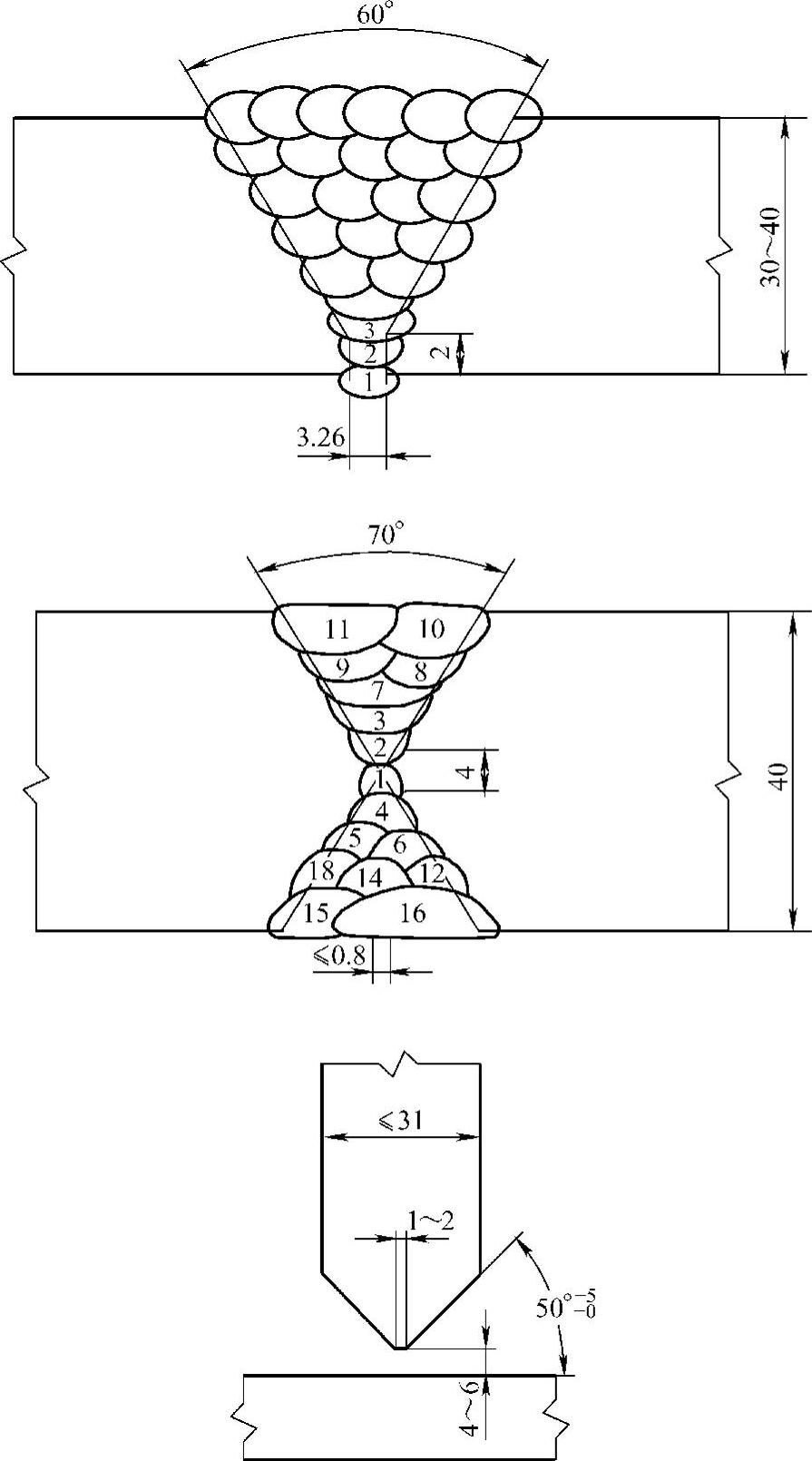
而对大厚度板的气体保护焊,用多层多道焊方式实现大厚度板的连接,所用典型坡口形式如图3-5所示。
图3-5 厚板坡口形式