要点75 掌握药芯焊丝气体保护焊的特点
2026年01月15日
要点75 掌握药芯焊丝气体保护焊的特点
药芯焊丝是近几十年发展起来的新型焊接材料,它兼备了焊条电弧焊的优良工艺性能和CO2实心焊丝气体保护效率高、可自动焊的优点。
1)在电弧高温作用下,药芯中的造气剂、造渣剂对熔滴和熔池起到气渣联合保护作用(图3-38),这就明显改善了焊接工艺性能:容易形成熔滴呈喷射过渡,飞溅小(或无飞溅)、焊缝成形美观。
2)熔敷速度高于CO2实心焊丝,是焊条电弧焊的4倍左右,这样可形成高效率的双丝(药芯焊丝)气体保护焊全位置焊机,如图3-39所示。图3-39中两气体保护焊枪可分别设计为不同大小的焊嘴,小焊嘴用于第一层焊道施焊,大焊嘴紧跟其后,用于盖面焊道施焊,这对一般板厚的焊件焊接可“一气呵成”,大大提高了效率。又由于双焊枪有分别控制焊接参数的优点,再配合先进的激光跟踪、数字控制电源技术可应用于高效率全位置焊接。
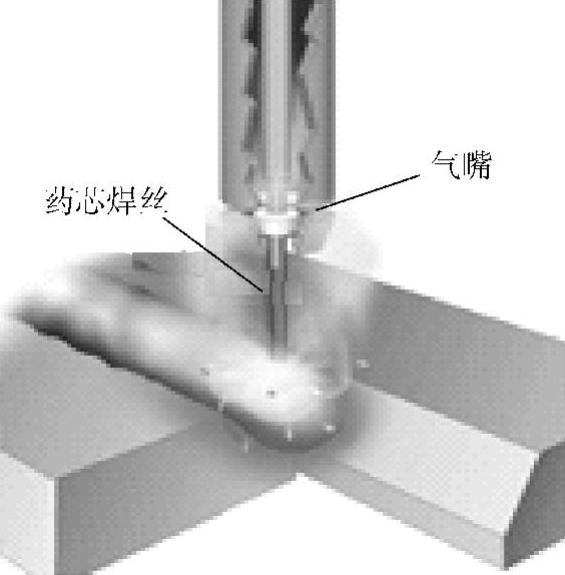
图3-38 药芯焊丝气体保护焊工艺示意图(https://www.daowen.com)
3)焊接电流通过很薄的金属外皮,其电流密度大,增加了电阻热,提高了热源利用率,综合节能20%~30%(与焊条电弧焊相比)。单位长度焊缝其综合成本明显低于焊条电弧焊,而且略低于实心焊丝。
4)特殊研制的药芯液态造渣剂,可渗透到打底焊缝的背面,从而改善焊缝背面成形,这就特别适用于船舶工业中的船体垂直焊缝的向上立焊、横位焊缝与仰面位置焊缝的自动焊,这就是药芯焊丝CO2气体保护焊工艺在船舶工业中大力推广应用的主要原因。
5)药芯焊丝气体保护焊突出优点是:向焊缝过渡各种必要合金元素,具有灵活、可调的特点,从而使药芯焊丝广泛适用于低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨硬面堆焊等各种类型的钢结构焊接。

图3-39 双丝(药芯焊丝)气体保护焊全位置焊管