要点51 悬臂式窄间隙埋弧焊机必须采用控制功能完善的系统
2026年01月15日
要点51 悬臂式窄间隙埋弧焊机必须采用控制功能完善的系统
悬臂式窄间隙埋弧焊机是一台机电一体化的大型设备,是程序完全自动化的焊接装备,其中的控制系统所包括的控制对象和内容有(图2-100):
1)立柱的旋转与锁定。立柱旋转的驱动可使用交流电动机,立柱的锁定为一电磁驱动锁定装置,立柱的按钮调节应安装在方便控制的位置。
2)横梁的上升、下降驱动。可使用交流电动机,用按钮调节横梁的连续动作和点动,横梁的上升、下降调节按钮安装在三处:立柱上的位置、机头控制屏上、遥控盒上。
3)横梁纵向移动。为一直流电动机调速系统,焊接纵缝时,其直流电动机的起动与停止属于焊接动作程序控制,控制按钮设在机头的控制屏上;焊接环缝时,仍须横梁纵向移动,但此时,横梁纵向移动到一确定位置上就停止不动,其控制按钮与焊接纵缝时使用同一套按钮。焊接环缝时,焊接动作控制还应包括转胎的联动控制或与焊接变位机控制系统的联动控制。
4)焊接电源的控制。对焊接参数(电弧电流、电弧电压(弧长)、焊接速度、焊接热输入)给定、调节与程序控制、引弧的控制都属于对焊接电源的控制。(https://www.daowen.com)
5)焊接程序控制。除了起动焊接电源外,还须起动送剂与回收系统、焊丝送给系统、焊缝坡口跟踪系统。
6)焊接准备、焊接过程的模式选择。在焊接准备、焊接过程中都须有参数显示系统的开启、自动与手动的转换选择、焊接与调试状态的转换、焊接送丝与调试送丝转换、焊头自动对中与坡口跟踪状态的转换等。
7)急停按钮的安排。主要考虑到任何状态下,整机的所有机械(包括联动转胎控制系统、焊接变位机控制系统)立即停止在当前位置,整机供电总闸跳开。急停按钮应在多处必要位置安装。
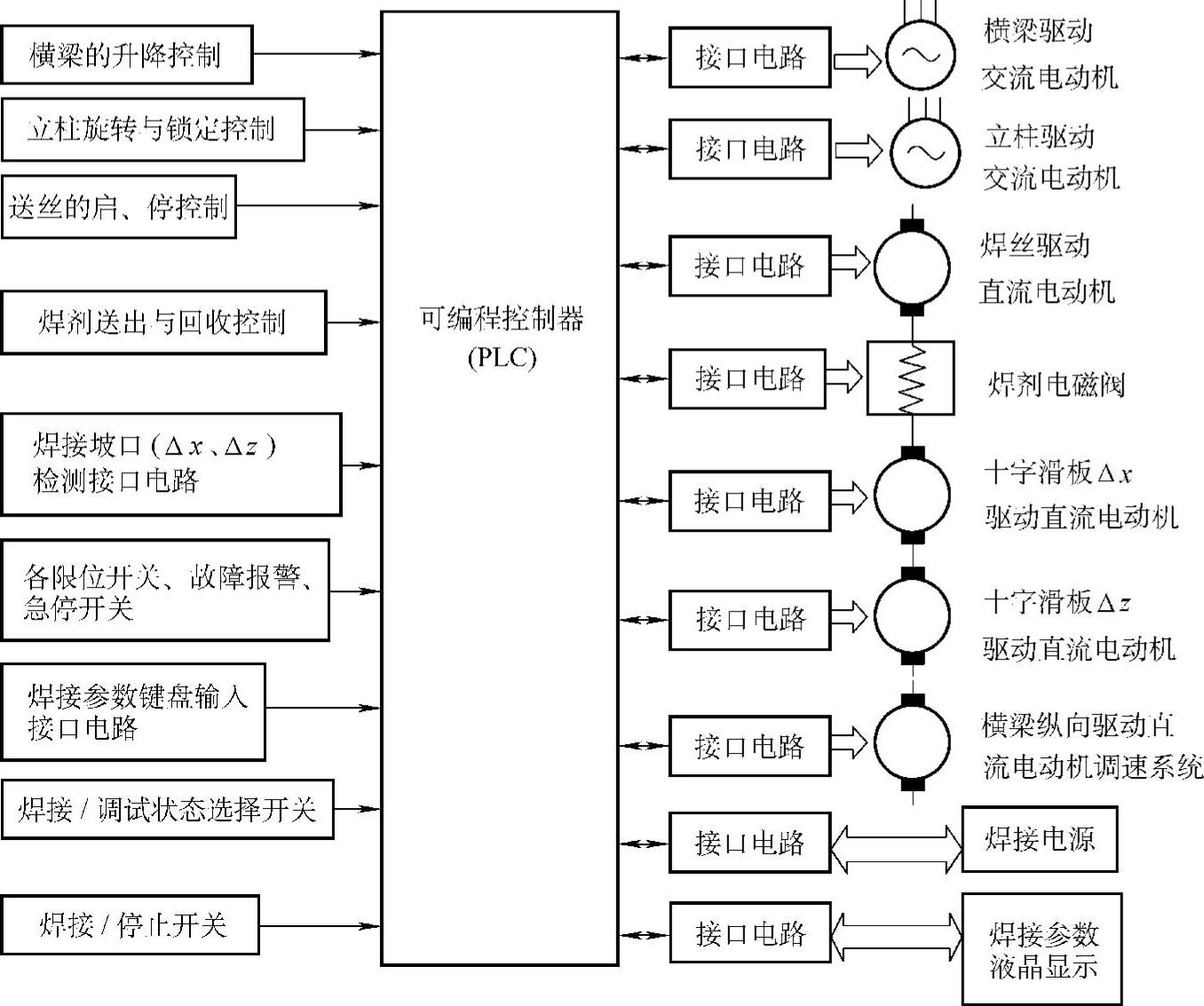
图2-100 悬臂式窄间隙埋弧焊机控制系统的结构框图