要点42 埋弧焊电源一般选用要点
埋弧焊工艺属于熔化极、用焊剂渣壳进行保护的弧焊工艺方法。焊接电弧的稳定性是确保焊接过程稳定进行的先决条件,如果焊接电源(图2-38)的性能不好,焊接过程中就容易发生“断弧”,这对很多重要焊件的焊接,例如化工、高压容器、电站锅炉、核电设施、军工产品等结构的埋弧焊是要尽量避免的。
1.考查电源的稳弧性和快速性
保障电弧稳定的先决条件就是选用高性能的埋弧焊电源。埋弧焊发展的初期,埋弧焊设备中多采用机械调节式工频交流电源,如图2-39所示。其电源的主电路就是一焊接变压器,而对焊接电流的调节,是使用一机械调节式的电抗器。整套电源(焊接变压器加电抗器),不仅体积大、而且耗铜、耗铁量很大。

图2-38 LAF800型直流埋弧焊电源(ESAB)
机械调节式工频交流电源的主要缺点是:它不属于自动控制的埋弧焊电源,即焊接电流一旦调节到某一数值后,电源对“电源—电弧”系统中,任何影响焊接电流变化的因素都不会被自动检测、也不会使焊接电流自动恢复到给定的数值,也就是说,这种电源没有什么焊接电流调节精度可言。
对埋弧焊设备所用的焊接电源,主要选用如图2-40所示的晶闸管整流式弧焊电源主电路,相对机械调节式工频交流埋弧焊电源来说,前者有以下几点焊接工艺优势:
1)电源的输出电流是直流,因此形成的“电源—电弧”系统的电弧稳定性好。
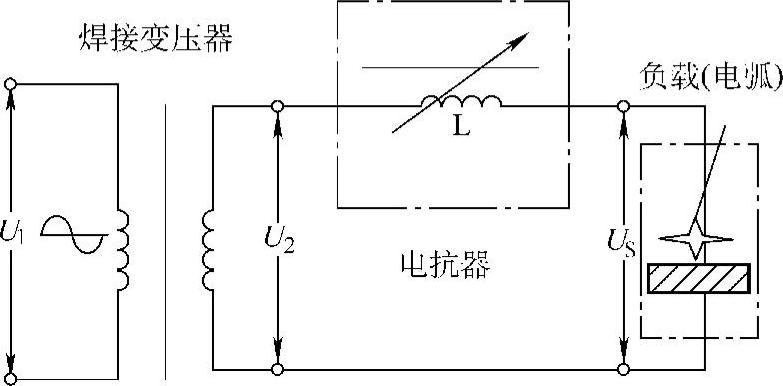
图2-39 机械调节式工频交流埋弧焊电源主电路结构
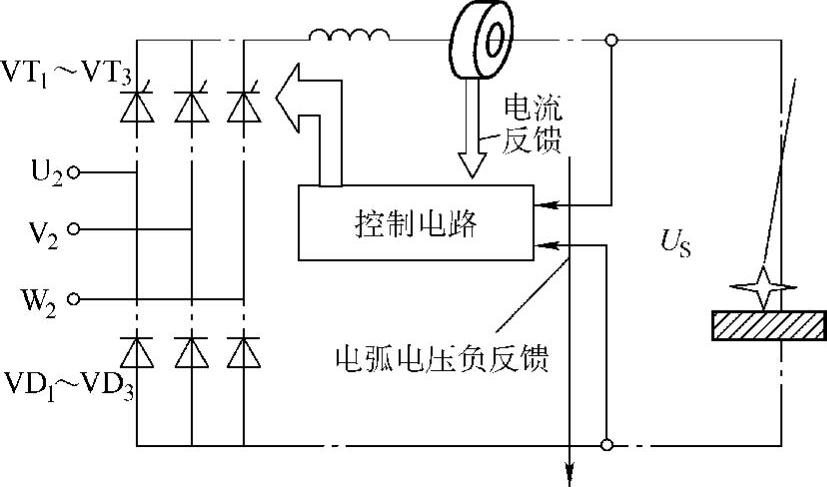
图2-40 晶闸管整流式弧焊电源主电路
2)由于电源的控制系统中,一般都采用了输出电流负反馈电路与电弧弧长负反馈电路,因此可对因电网电压波动和电弧弧长波动造成的焊接电流的变化有良好的补偿。
3)焊接电源主电路中的大功率晶闸管,属于中等响应速度的功率电子器件(一般达1ms的数量级),这比工频交流变压器的响应速度(一般为20ms)高出很多,电源主电路中的电子器件响应速度越快,表明电源的动态特性越好。而电源的动态特性越好的电源,克服环境干扰因素的能力越强,即焊接电流一旦偏离给定值,会在很短的时间内得以恢复。
4)有的晶闸管整流式弧焊电源控制系统中,还采用了所谓“电子电抗器”(电子电抗器是相对于机械调节式电抗器而言的)。这样,使电源的体积重量大为减少。
除了采用晶闸管整流式弧焊电源外,近年来还推出了以大功率绝缘栅晶体管(IGBT)为逆变器件的逆变器类弧焊电源,图2-41所示为IGBT逆变器弧焊电源的一种主电路形式。与晶闸管整流式弧焊电源相比,IGBT逆变器弧焊电源有更优异的技术特点:
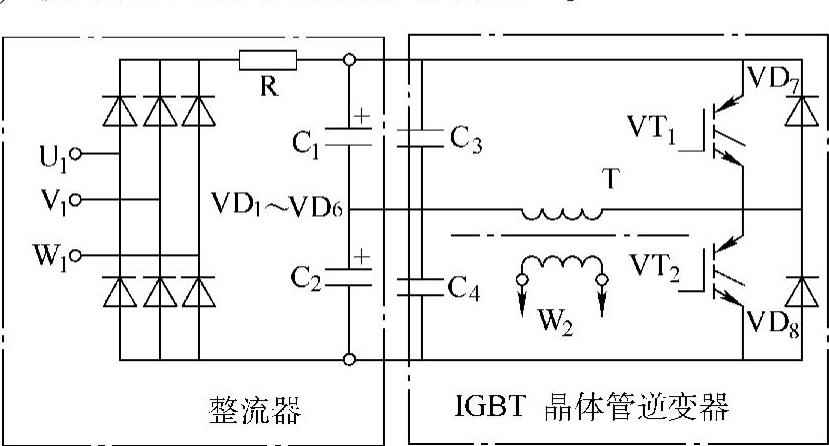
图2-41 IGBT晶体管逆变器式弧焊电源主电路形式
1)大功率IGBT器件的响应速度比晶闸管又大一个数量级,即可达到1μs,因此IGBT逆变器弧焊电源的动态性能是最好的。
2)IGBT逆变器弧焊电源采用脉宽调制方式控制焊接电流。因此控制方式灵活、控制精度高,焊接参数可实现“数字化”精确调节。
3)IGBT逆变器弧焊电源的控制电路很容易与微机(芯片)、DSP(数字控制器)芯片接口,这样一来,可实现包括埋弧焊设备机械系统在内的全系统微机自动控制。
4)全系统微机自动控制,还包括焊接参数的数字式给定和显示,这又给操作带来很大的方便。
2.考查电源的伏-安特性(即静特性)
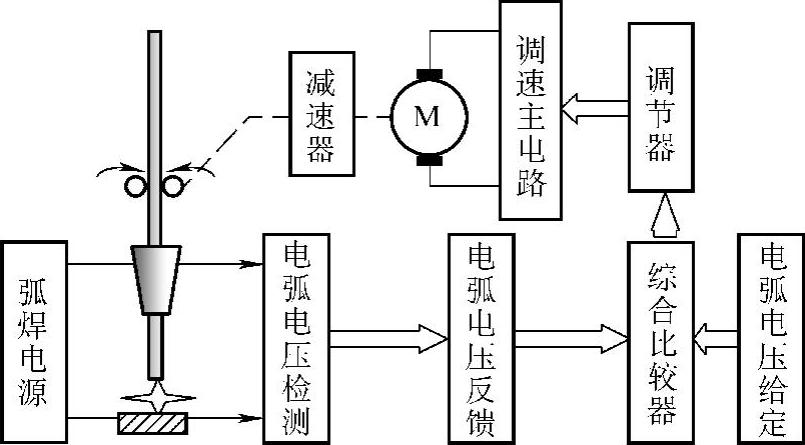
(1)电弧电压自动调节系统 埋弧焊工艺中,多采用电弧电压自动调节系统(图2-42),是以弧长波动时产生的电弧电压的偏差量作为负反馈量来调节送丝速度,从而使电弧弧长得以恢复。弧长变化时,引起的电弧电压的偏差量越大,系统的自动调节作用就越强,弧长的恢复速度也就越快。为此,电弧电压自动调节系统若配用陡降特性的电源,将会获得较大的电压偏差量,如图2-43所示。
 (https://www.daowen.com)
(https://www.daowen.com)
图2-42 电弧电压自动调节系统框图
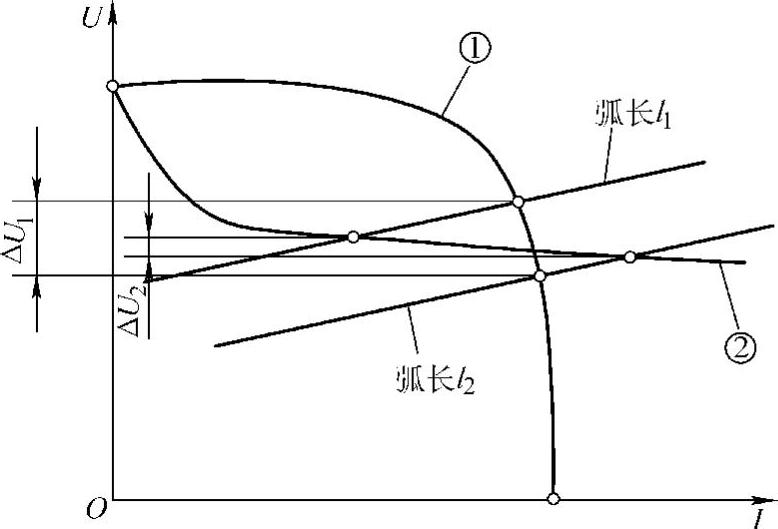
图2-43 弧长变化引起的电弧电压偏差量ΔU
①—电源为陡降特性 ②—电源为平特性
图2-43中,当弧长由l1缩短为l2时,与陡降特性的电源①配合,引起的电弧电压偏差量为ΔU1;如与平特性的电源②配合,引起的电弧电压偏差量ΔU2则几乎为零,所以电弧电压自动调节系统不宜配用平特性电源。
其实,从用户的角度出发,根本不必考虑选用的埋弧焊设备应配用何种特性电源的问题,因为这是设备制造厂家的事。作为设备用户选用埋弧焊设备时,更大程度上倒是应注意该埋弧焊设备的电源能提供多大的焊接电流。所以在设备的说明书中,一般都给出配用电源的外特性曲线,如图2-44所示。例如,LAF800/1250系列电源是ESAB公司专为埋弧焊(SAW)而设计的晶闸管整流式直流电源。
主要特点:
控制器可以完全控制和检测电源的运行状态,还可遥控。
采用风扇冷却,并对电源进行热保护。
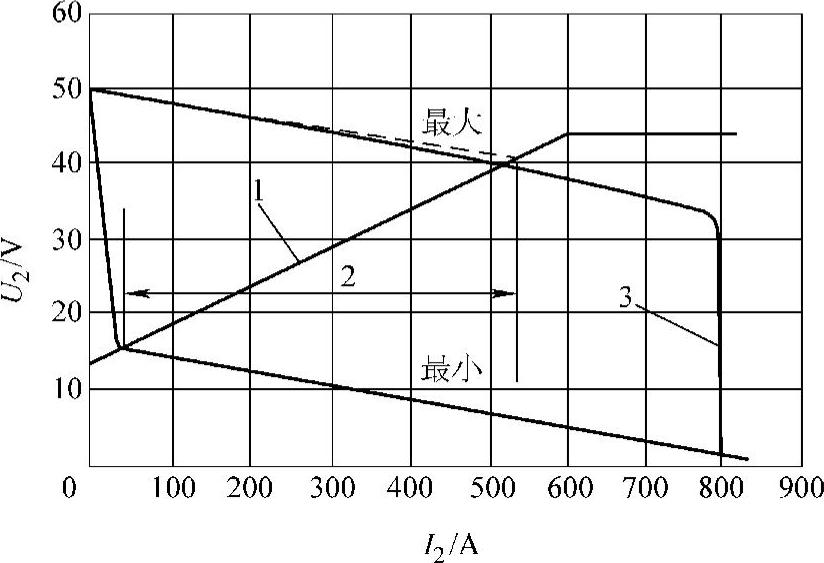
图2-44 LAF800埋弧焊电源的外特性
1—电弧V—A特性 2—给定电弧 V—A特性下的电流调节范围 3—最大电流
焊接电源和控制器被连接在机内控制计算机双向总线上,能够准确地控制和监测焊接过程。
可以通过液晶显示控制器面板设置所有的焊接参数。
还有引弧和息弧控制功能。图2-38就是该电源的外形。
(2)适用于电弧自身调节系统的电源伏-安特性 电弧自身调节系统工作时,焊丝是以确定的速度恒速送进的。遇到外界对弧长的干扰时,电弧弧长就会偏离原给定弧长,若使偏离的弧长恢复成给定弧长,该系统靠的是电弧自身的调节弧长的功能。而这种调节弧长的功能的“原动力”,就是弧长偏离时引起的焊接电流的变化量,确切地说,是焊接电流的变化偏差量越大、恢复的“原动力”就越大。
偏离的弧长若能恢复成给定弧长,还需具备一个条件:即焊接电流的变化,必须是使弧长恢复的负反馈量,即弧长变长,它(偏差量)促弧长变短;弧长变短,它则促弧长变长。而这个条件,恰好是电弧自身调节系统本身具备的,也是该系统名称的由来。
有了恢复给定弧长的外界“原动力”,弧长能以多快的速度恢复,这就要看焊丝的粗细,焊丝越细恢复速度越快;焊丝越粗恢复速度越慢。埋弧焊一般使用2~4mm的焊丝,属于粗丝应用范围,因此在埋弧焊中使用电弧自身调节系统,弧长恢复功能是很差的。综上所述,电弧自身调节系统要配用平特性的焊接电源,如图2-45所示。
3.对窄间隙埋弧焊要特别注意考查电源的引弧性能
一般埋弧焊的引弧方式主要有两种:焊丝短路划擦引弧与焊丝短路回抽引弧。而对厚板窄间隙埋弧焊来说,焊缝的坡口宽度,一般仅为25~30mm,坡口深度则可达150~300mm。面对如此深而窄的坡口间隙,如果引弧不成功,可能出现两种故障状态(图2-46):一是焊丝端部粘连到坡口底部,这时,焊丝既送不出也抽不回;二是只有一段焊丝粘连到坡口底部,而从熔化断头处开始,焊丝重新被送进。不管哪种引弧失败故障,操作人员必须清理粘连到坡口底部的焊丝断头,还有那些必须清理掉的“残渣”,才能重新开始焊接。可以想象,清理深而窄坡口间隙内的焊丝断头和“残渣”并非易事。特别是刚开始几道焊缝的焊接,情况会更为严重;为此,在对一种窄间隙埋弧焊设备进行性能选择时,其电源与控制系统的引弧成功率是一项必须考查的重要性能指标。
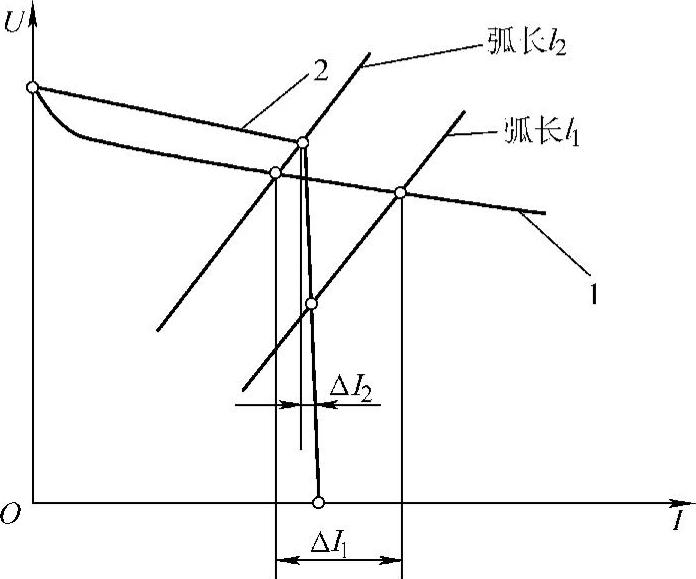
图2-45 电弧自身调节系统要配用平特性电源
1—电源为平特性 2—电源为陡降特性
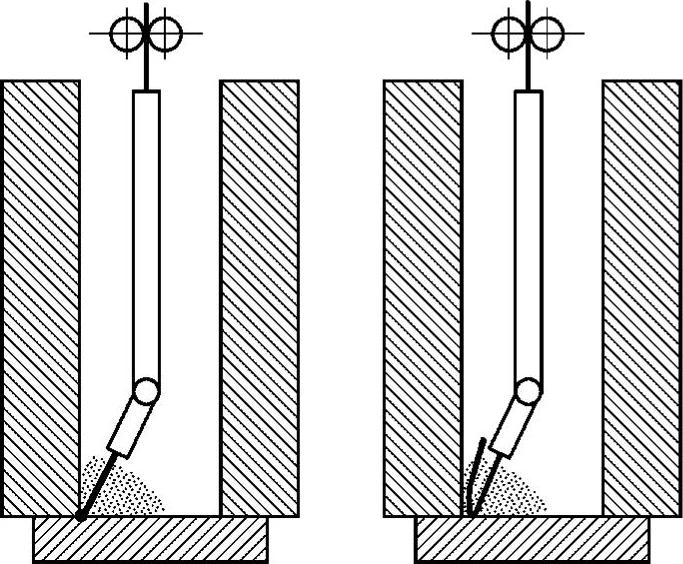
图2-46 厚板窄间隙埋弧焊引弧失败故障状态