要点61 影响气体保护焊熔滴过渡形态的主要条件
2026年01月15日
要点61 影响气体保护焊熔滴过渡形态的主要条件
气体保护焊熔滴过渡形态有三种:短路过渡、射滴过渡和射流过渡(图3-9);短路过渡这种形式在CO2焊接与MIG小电流焊接时产生,低电压区焊接时尤为显著,应用于熔深较浅的薄板焊接。焊接时电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。短路过渡易形成一个较小的、迅速冷却的熔池,适合于全位置焊接。
射滴过渡:在某些条件下,形成的熔滴尺寸与焊丝直径相近,焊丝金属以较明显的分离熔滴形式和较高的速度沿焊丝轴向射向熔池的过渡形式,称为射滴过渡。
射流过渡:在某些条件下,因电弧热和电弧力的作用,焊丝端头熔化的金属形成笔尖状,以细小的熔滴从液柱尖端高速轴向射入熔池的过渡形式,称为射流过渡。这些直径远小于焊丝直径的熔滴过渡,频率很高,看上去好像是在焊丝端部存在一条流向熔池的金属液流。
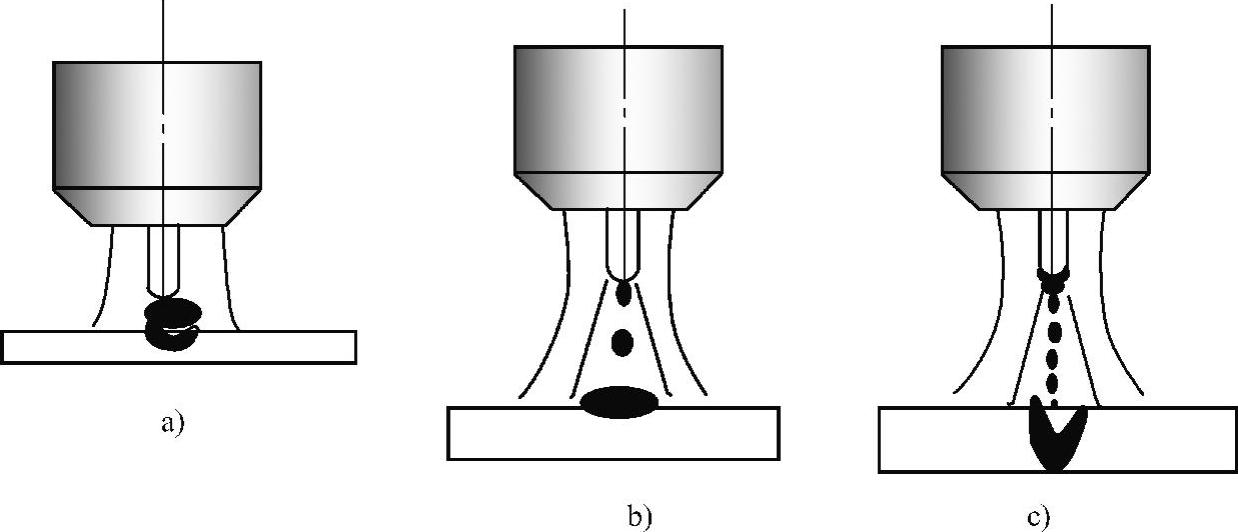
图3-9 熔滴过渡的形态(https://www.daowen.com)
a)短路过渡 b)射滴过渡 c)射流过渡
在射流过渡状态下,焊接过程稳定,飞溅极小,适合于全位置焊接。但焊接电流较小时只能获得大滴过渡和射滴过渡。只有焊接电流超过射流过渡临界电流后(图3-10),熔滴过渡才发生明显变化,熔滴过渡频率急剧增加,熔滴尺寸急剧减少,焊接过程稳定。因此临界电流是产生射流过渡的主要条件。
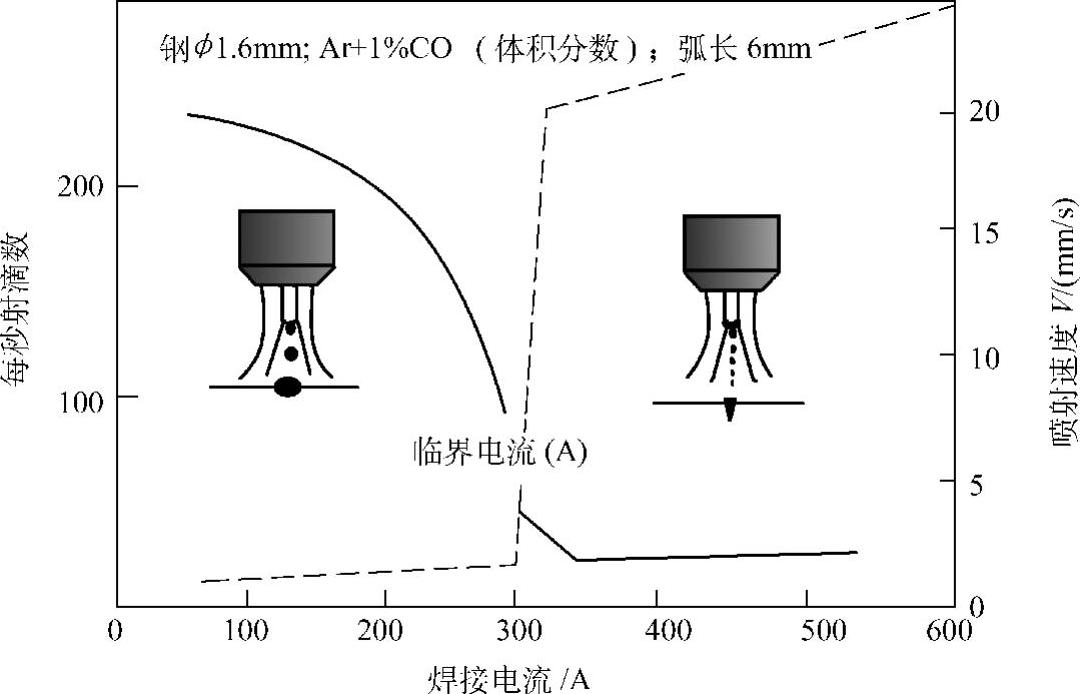
图3-10 形成射流过渡的临界电流
但铝及其合金焊接时,通常采用射滴过渡方式。在此种状态下,焊接电流稳定,焊缝熔深和熔宽比合适,根部熔化状态好,并可减少焊缝产生氧化和气孔倾向,有利于提高焊缝质量。而采用射流过渡时,电弧对铝焊缝的冲击较大,常使铝焊缝的熔深呈蘑菇状,冷却时易在根部出现气孔和裂纹。