要点133 掌握激光焊接的机理
激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,使金属熔化形成焊缝(图6-1)。在激光与金属的相互作用过程中,金属熔化仅为其中一种物理现象。有时光能并非主要转化为金属熔化,而以其他形式表现出来,如汽化、等离子体形成等。然而,要实现良好的熔融焊接,必须使金属的熔化成为能量转换主要形式。激光焊接时,激光光束与金属相互作用中,会产生各种物理现象,而通过控制激光参数,可使激光能量绝大部分转化为金属熔化的能量,达到焊接的目的。
激光光束的功率,对激光焊接过程起决定性作用:
当用短时(亦即脉冲形式)的激光光束照射工件表面时,激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。
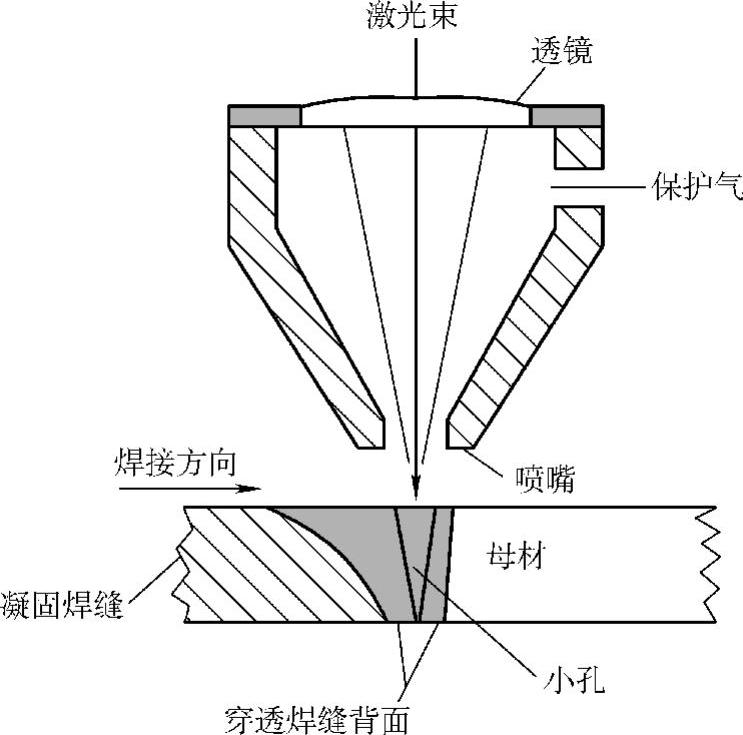
图6-1 激光焊接原理示意图
由于其独特的熔深较浅的特点,已成功应用于微、小型零件的精密焊接中。(https://www.daowen.com)
而在足够高的功率密度的连续激光光束照射下,材料会因迅速蒸发而形成小孔(图6-2)。这个充满蒸汽的小孔犹如一个黑体,几乎全部吸收入射光线的能量,孔腔内平衡温度达25000℃左右。
热量从这个高温孔腔壁传递出来,使包围着这个孔腔的金属熔化。小孔内充满着光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周即围着固体材料。壁层表面张力与孔腔内连续产生的蒸汽压力保持着动态平衡。
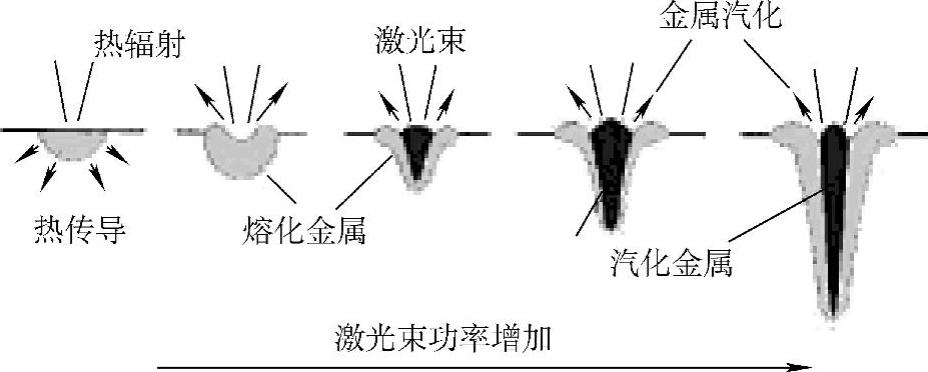
图6-2 激光深熔焊“小孔”形成机理
光束不断进入小孔,小孔外金属液在连续流动,随着光束移动,小孔始终处于流动的稳定态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属填充着小孔移开后留下的空隙并随之冷凝,于是形成焊缝。
图6-3是用激光深熔焊得到的焊缝。
激光深熔焊通常选用连续波(CW)纵向快流大功率CO2激光器、大功率NdYAG激光器。