要点216 闪光对焊的主要工艺参量
2026年01月15日
要点216 闪光对焊的主要工艺参量
1.闪光电流
闪光对焊是利用焊件内部的电阻热并将其加热到一定(低于熔化)温度状态下进行的。它要求焊件在对口处的整个接触面上加热均匀、温度适当,被焊金属具有良好的高温塑性,在连接端面上不应有阻碍金属原子间相互作用和结晶的氧化物夹杂。而达到这样的焊接状态要求稳定的闪光(图10-1),而稳定的闪光要求焊接电源提供稳定的焊接电流,如图10-2所示。
2.闪光速度
若要使连接端面上各处温度均匀,就必须有稳定的闪光速度,而稳定的闪光速度是由电阻对焊机的动滑夹头(图10-3)推进系统提供的。
3.顶锻速度(https://www.daowen.com)
在闪光末期,紧接着是将动滑夹头迅速推进,使两被焊端面压紧,从而形成对焊接头(图10-4)。动滑夹头的推进速度,就称为顶锻速度。而顶锻速度是影响对焊接头质量的最为关键工艺参量。
图10-1 钢圈闪光对焊机
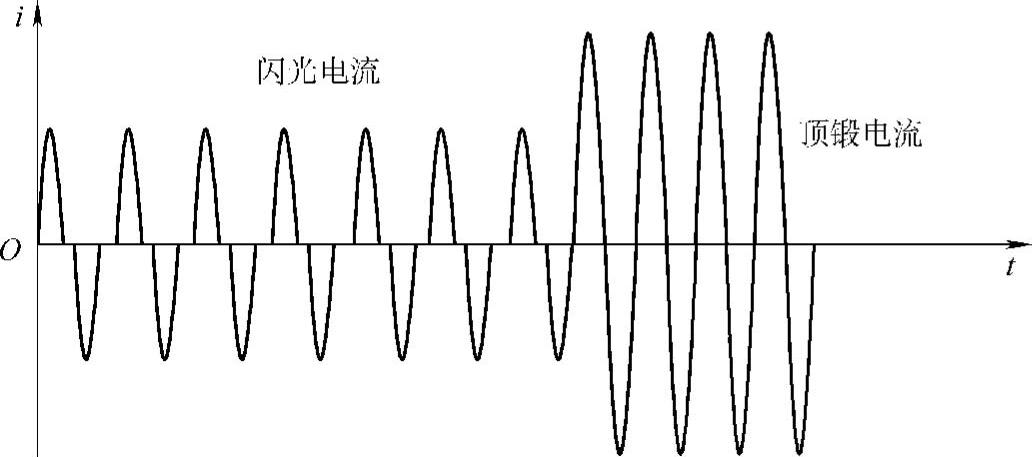
图10-2 闪光对焊机的焊接电流波形