要点175 深入理解工频交流电阻焊电源与工艺特点
电阻点焊工艺方法在形成焊接接头的过程中,一是必须向接头提供大焊接电流、二是要向接头提供压力。
点焊机(图7-27)电源是向焊接接头提供大焊接电流的电力装置,而电源主电路的类型不仅决定可提供焊接电流的大小、还确定着焊接电流对焊接接头的“加热效应”,二者是决定焊接接头的焊接质量的重要因素。
工频交流电阻焊电源是最常见的阻焊电源形式。其主电路一般均采用单相晶闸管相控调压电路的结构形式,(图7-28)。电路中主要包括焊接变压器和串接在焊接变压器一次侧电路中的晶闸管(VT1VT2)对。晶闸管对是由图7-29所示的两只“板式结构”的晶闸管或图7-30所示的两只“辫式结构”的晶闸管经反向并联构成(图7-31)。
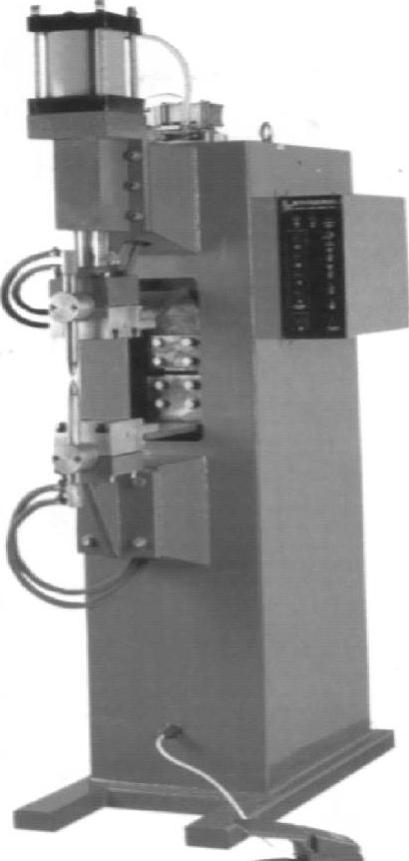
图7-27 一种典型的座式点焊机
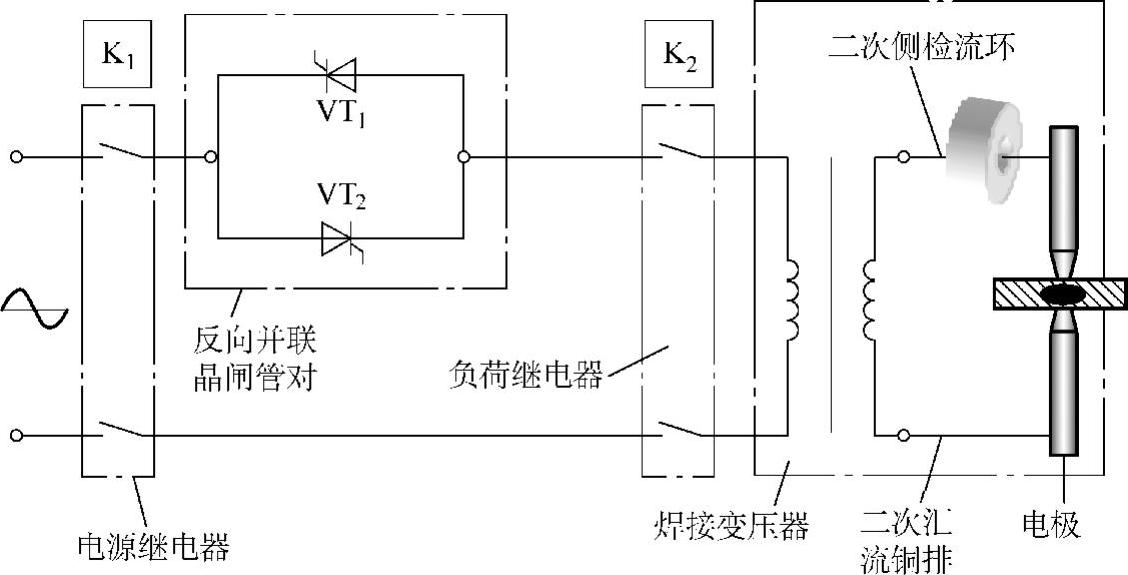
图7-28 工频晶闸管调流电源主电路结构图
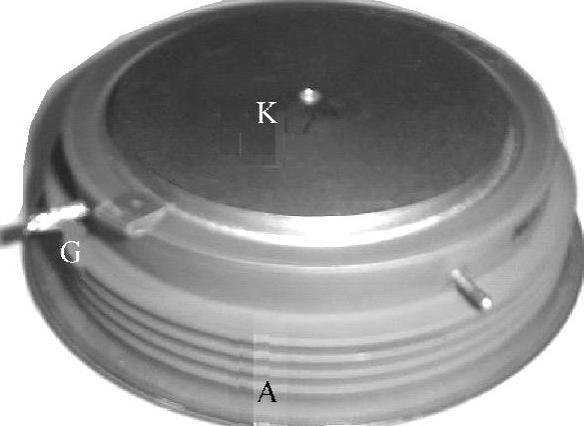
图7-29 “板式结构”的晶闸管
A—阳极 K—阴极 G—门(触发)极

图7-30 “辫式结构”的晶闸管
焊接变压器将电网电压(一般为380V)转换为适用于电阻焊接头的焊接电压(一般为3~20V);而晶闸管对构成无触点方式的大功率交流开关。其主要功能有二:一是快速地“接通”、“断开”焊接电流,二是通过调节晶闸管对的“点火角”,可精细调节焊接变压器一次侧的电压,从而精细调节焊接电流。之所以称晶闸管对为交流开关,是因晶闸管对触发导通时,使流过焊接变压器一次侧(N1)的电流为交流。例如,在电网交流电压的正半周(A点电位高于B点),令VT2触发导通,有正半周电流IA流经焊接变压器的一次侧(N1),电流IA是“自上而下”流过焊接变压器的一次侧(见图7-32);而在电网电压的负半周(B点电位高于A点),令VT1触发导通,则有负半周电流IB流经焊接变压器的一次侧,电流IB是“自下而上”流过焊接变压器的一次侧,即流过焊接变压器的电流是交流。(https://www.daowen.com)
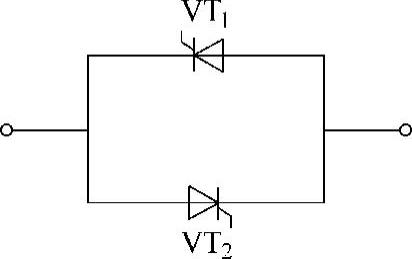
图7-31 两只晶闸管的反向并联
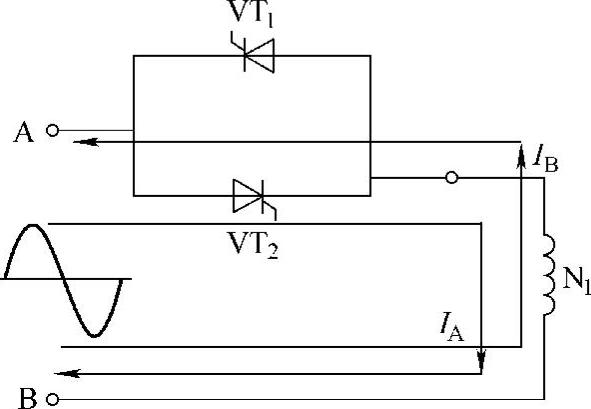
图7-32 晶闸管调压电路
而控制晶闸管“点火脉冲”ui的移相范围(见图7-33中的Δα),可改变在Δα移相范围内电网电压Us正弦波形包络线下的面积的大小,而该面积就反映加在焊接变压器一次侧电压Us的大小。
不同大小的电压Us则产生不同电流。正因电流大小的调节是因点火脉冲移相而得,所以亦称“相控调流”。
工频交流电阻焊电源的主要特点是:
1)焊接电流为断续的类正弦波形电流,其频率仍为50Hz,(图7-34)。
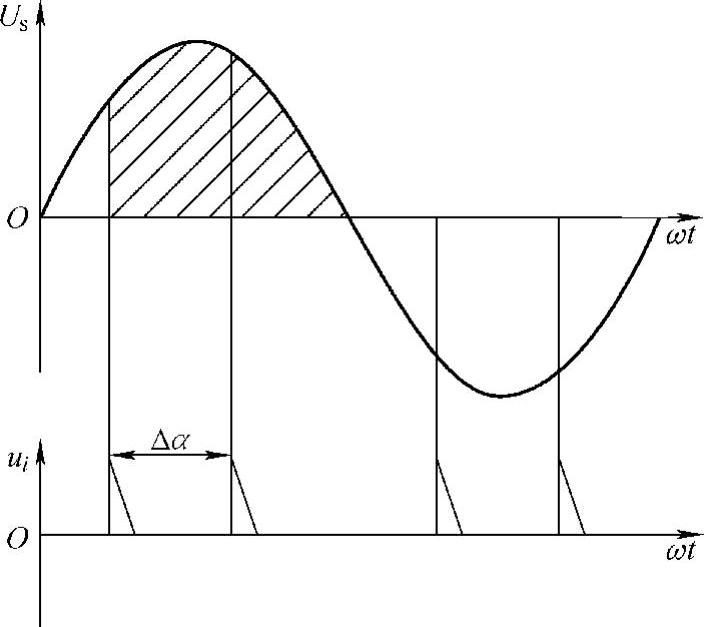
图7-33 晶闸管相控调压原理图
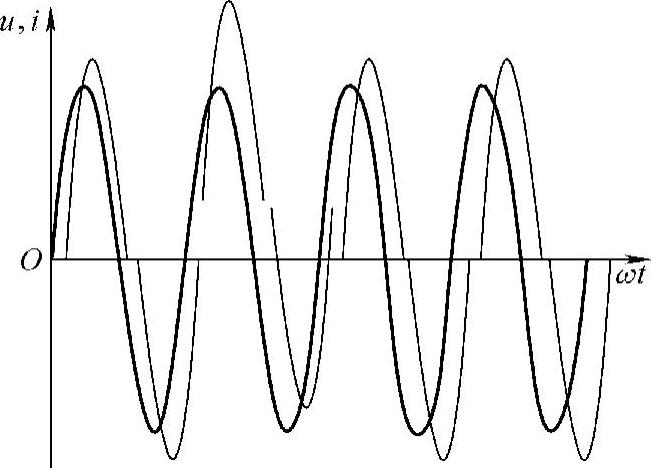
图7-34 工频交流电阻焊电源的波形
2)由于焊接电流每隔20ms就有过零点,因此带来焊接接头“加热效应”特点是:焊接接头电阻热的产生不够快,也就是属于软规范加热电源。
3)既然是软规范加热电源,对一些特殊结构、异种材料、不同板厚等的点焊不适用。