要点25 掌握单丝埋弧焊工艺方法特点
2026年01月15日
要点25 掌握单丝埋弧焊工艺方法特点
单丝埋弧焊指传统的埋弧焊,是以连续送进的焊丝作为电极和填充金属进行焊接的方法。焊接时,电弧在焊剂熔化后形成的液态渣壳内“燃烧”(图2-1)。液态渣壳将焊丝端部和局部熔化母材金属加以屏蔽,防止焊丝熔滴和母材上金属熔池氧化,从而形成良好焊接质量的焊缝。
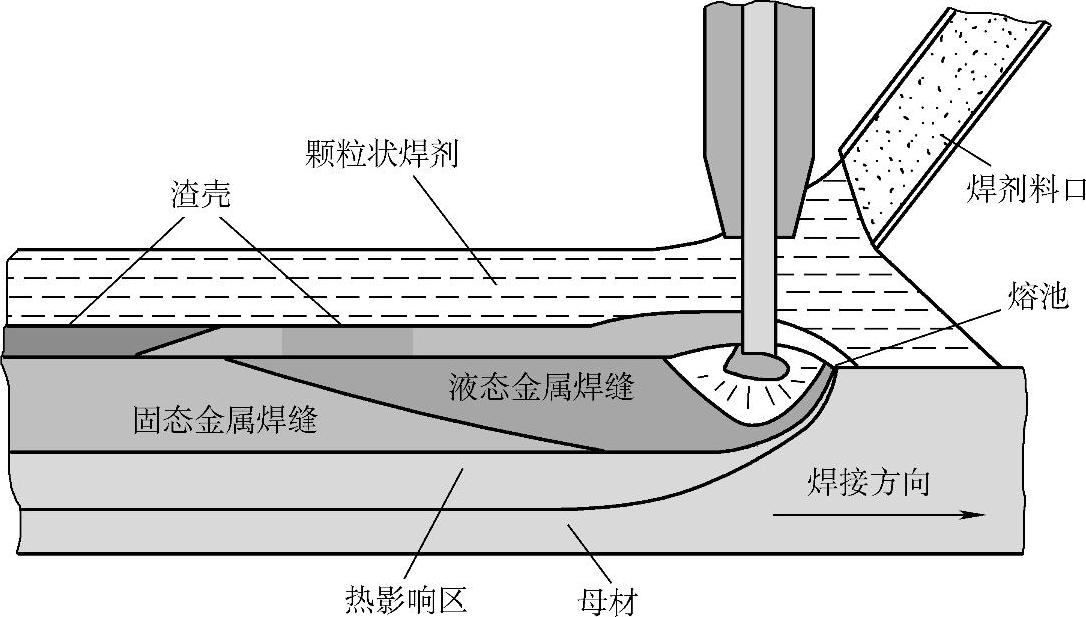
图2-1 埋弧焊工艺方法示意图
埋弧焊作为较早获得应用的机械化焊接方法,是应用最广泛的焊接工艺方法之一。由于焊接熔深大、生产效率高、机械化、自动化程度高而特别适用中厚板和长焊缝的焊接。
埋弧焊可以采用较大的焊接电流(一般为几百安)。与焊条电弧焊相比,其最大优点是焊缝质量好(图2-2、图2-3)、焊接速度高,而且易采用机械化焊接,因而特别适于焊接钢结构件的直缝和环缝焊接。(https://www.daowen.com)

图2-2 埋弧焊外表面(盖面)焊缝
图2-3 单丝窄间隙埋弧焊缝
由于焊接时形成的渣壳可降低接头冷却速度,埋弧焊不仅可用于碳钢、低合金结构钢和不锈钢的焊接,也在某些低合金高强度结构钢中采用。