要点154 激光切割应用的限制条件
2026年01月15日
要点154 激光切割应用的限制条件
激光切割的原理是利用高功率密度的激光束扫描过材料表面(图6-34),在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或汽化,再用高压气体将熔化或汽化物质从切缝中吹走(图6-35、图6-36),达到切割材料的目的。
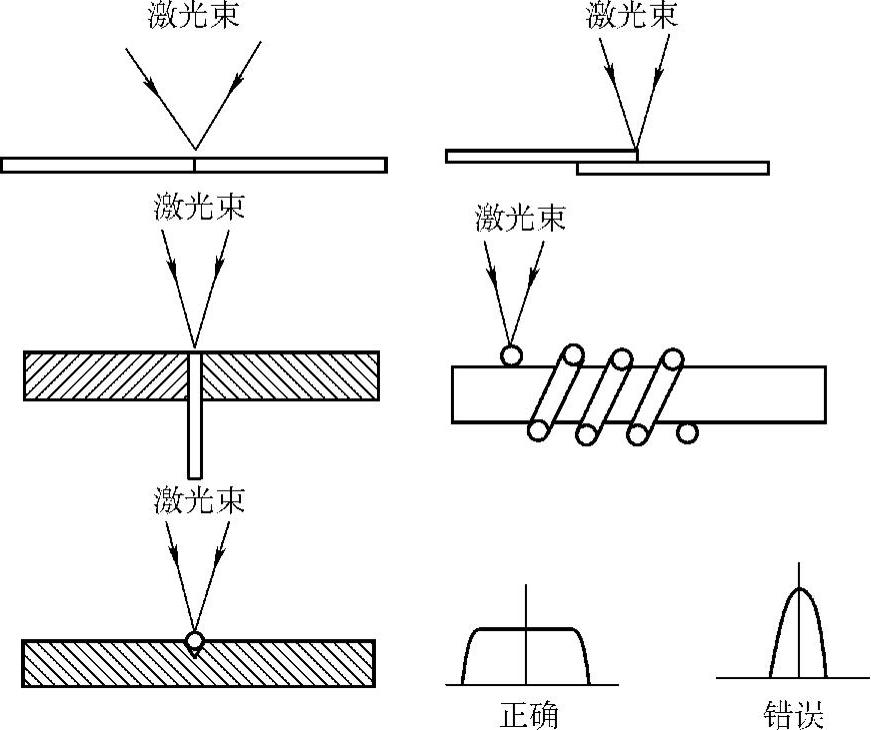
图6-33 细丝激光焊的接头形式与合适激光模式
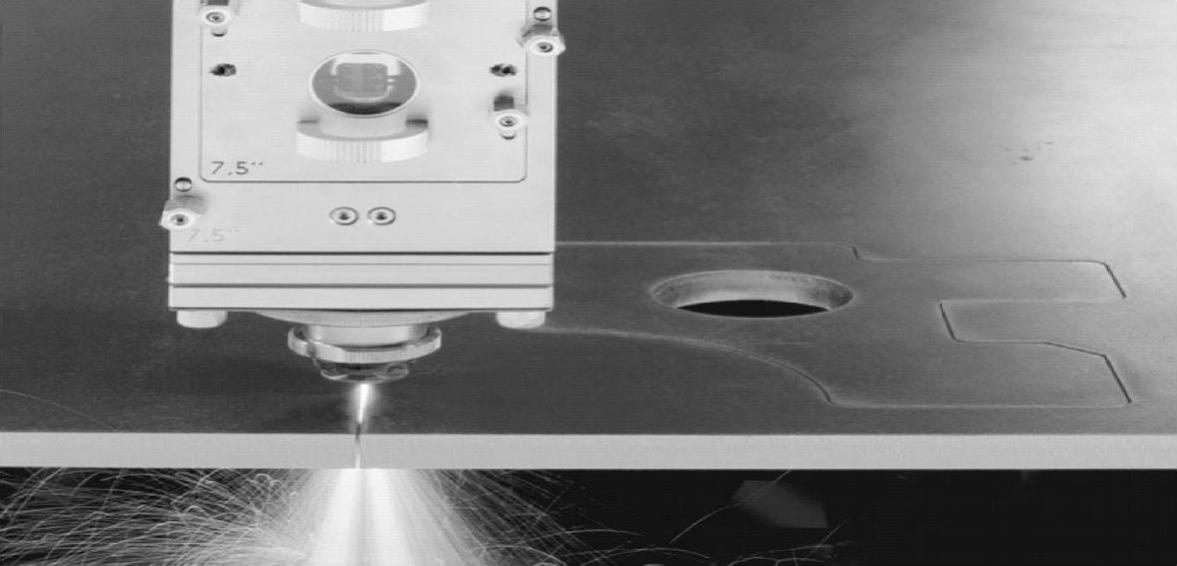
图6-34 金属板材的激光切割
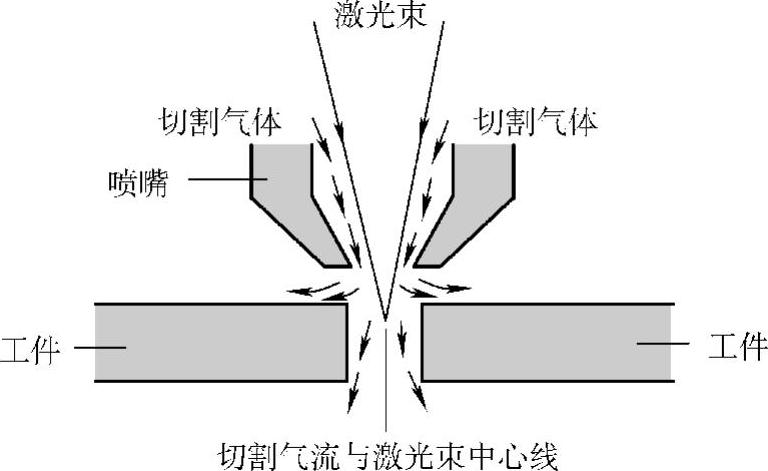
图6-35 激光切割示意图
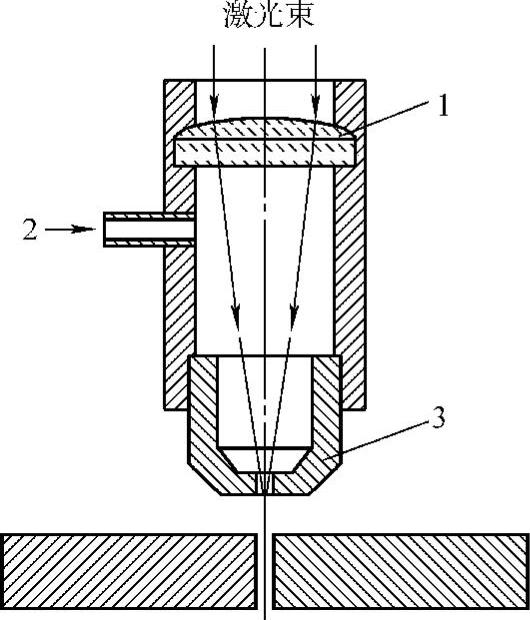
图6-36 激光切割的喷嘴结构(https://www.daowen.com)
1—透镜 2—气体入口 3—喷嘴
激光切割是一种高质量、高效率的加式方法,但在应用方面有其局限性:
1)汽化切割非金属不熔化材料(如木材)的激光功率密度较高,一般大于108W/cm2。
2)激光切割金属板材的厚度不宜追求高指标,一般小于10mm,大厚板切割因割速较低和切口质量欠佳,实用意义不大。
3)熔化切割的工作气体应以惰性气体为主,通氧切割会增加切口的粘渣倾向。
4)YAG激光(波长1.06μm);因有较强的穿透性,故不能切割有机玻璃等透明材料。
5)氧化反应剧烈和可能改变其物理、力学性能的材料(如钛等)不宜采用吹氧切割。
6)切割过程中有开裂倾向的材料(如钠钙玻璃)不适于激光切割。
7)对CO2激光不能充分吸引的金属(如金、银、铜等)不宜采用激光切割。