要点18 厚板焊接工艺要点
2026年01月15日
要点18 厚板焊接工艺要点
1.对接接头
当焊件厚度大于6mm时,为了保证焊缝有效厚度及焊透,并为了容纳填充金属、改善焊缝成形,一般应将焊接部位加工成Y、X、U等各种形状的坡口,而不宜采用I形坡口(图1-20)。对有坡口的焊件可采用多层焊或多层多道焊。
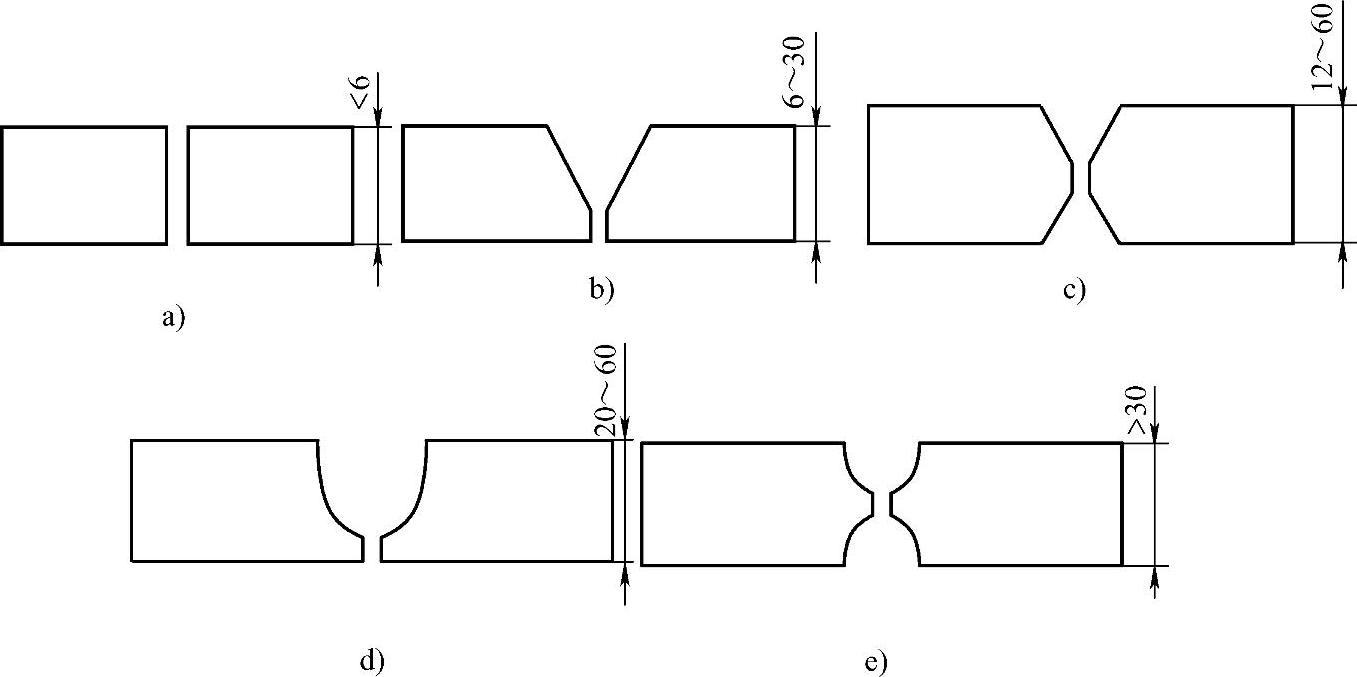
图1-20 厚板对接坡口
a)I形坡口 b)Y形坡口 c)X形坡口 d)带钝边U形坡口 e)带钝边双U形坡口
2.角接接头
角接接头一般用于不重要的焊接结构。板厚在2mm以下,角接头常采用卷边形式;板厚为2~8mm,则可采用I形坡口;厚度较大及重要的结构件应开坡口,坡口形式要根据焊件厚度、结构形式及承受载荷状态确定(图1-21)。(https://www.daowen.com)
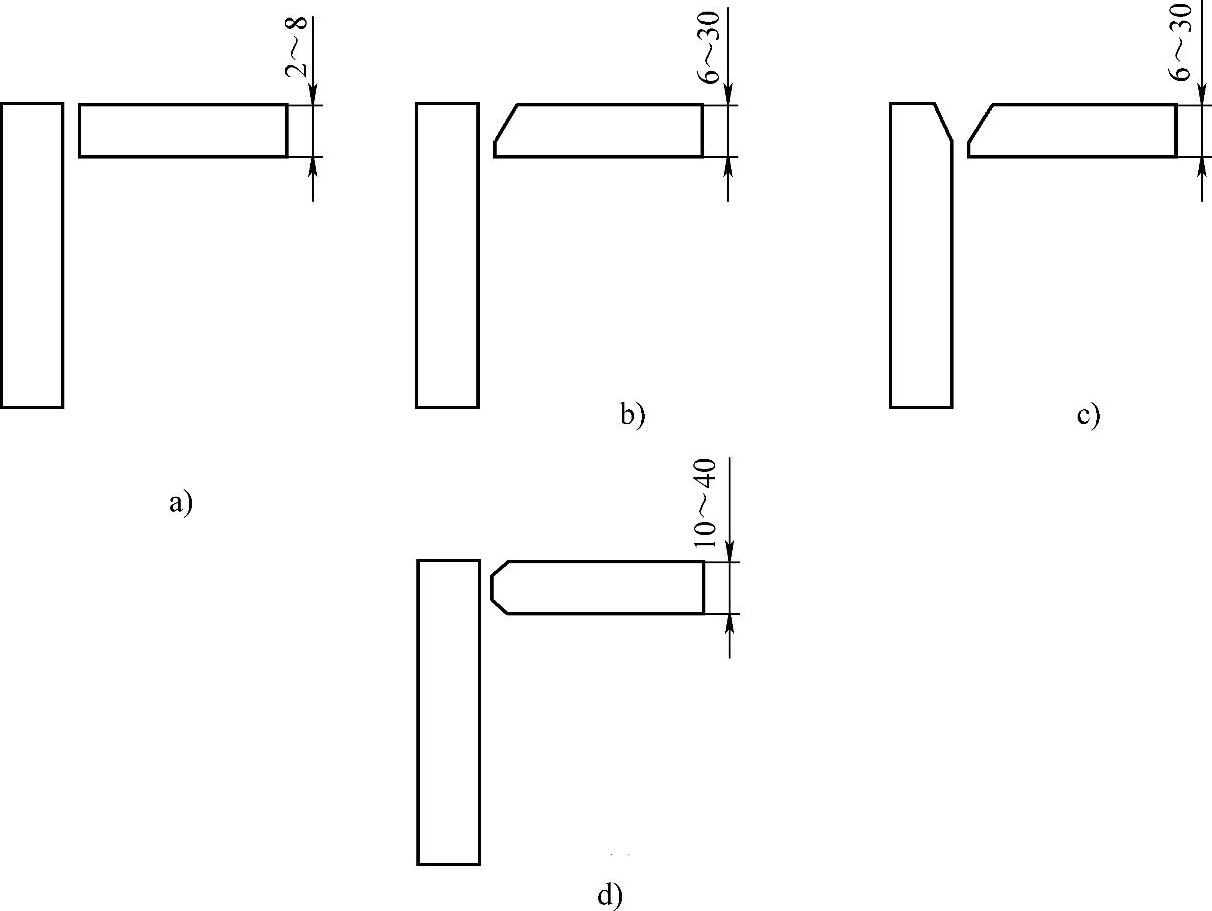
图1-21 厚板角接坡口
a)I形坡口 b)单边V形坡口 c)Y形坡口 d)带钝边双V形坡口
3.T形接头
对要求承受载荷的T形接头,为了保证焊透,必须开坡口。坡口形式选择要根据焊件厚度、结构强度及焊后变形要求来确定(图1-22)。
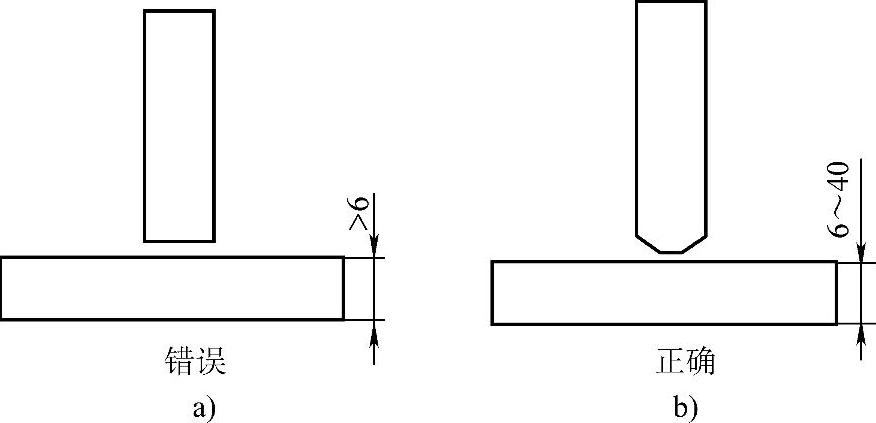
图1-22 厚板T形接头坡口
a)I形坡口 b)带钝边双V形坡口