要点168 深入理解电阻点焊主要工艺参量的调节与作用
点焊(图7-1)是焊件接触面的个别点上被焊接起来。焊接前,焊件表面须清理干净,再把被焊的板料搭接装配好,压紧在两柱状铜合金电极之间,当通过足够大的电流时,在板的接触处产生大量的电阻热,将中心最热区域的金属很快加热至高塑性或熔化状态,形成一个椭圆的液态熔池,一般称为熔核。断开电流后,上下电极还要继续保持压力,待熔核金属冷却后,形成了一个焊点。要掌握点焊技术首先要深入理解以下两个关键问题:
1.点焊的基本程序动作与功能
点焊时完成一个焊点的焊接过程,主要包括“加压”、“焊接”、“维持”和“休止”四个基本程序动作。“加压”是指焊机的电极(在一般的点焊机中都是上电极)压下的程序动作,在这一动作中,焊件被压在上下电极之间,为焊接电流的接通作好了准备。
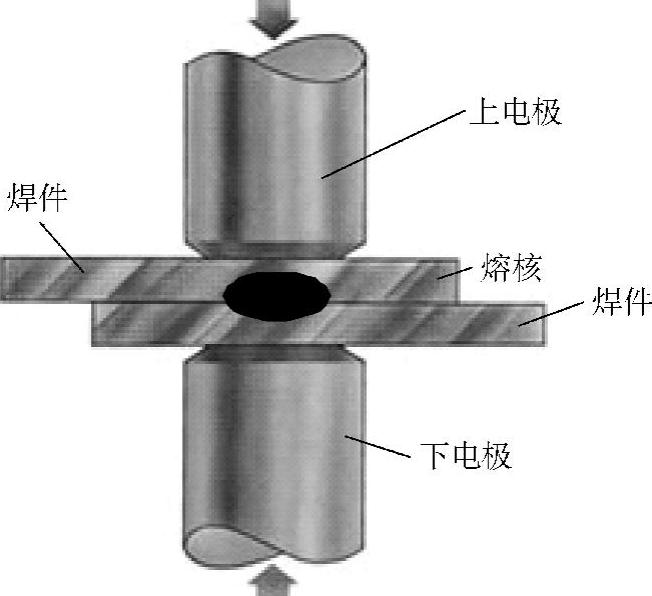
图7-1 电阻点焊示意图
“焊接”是指焊接通电的程序,也就是向焊件通电,以使焊件在焊点处产生电阻热并形成熔核;“维持”是“焊接”通电程序后对刚断电的焊件继续保持电极的压力,这实际上是对焊点处因通电而变成塑性状态的熔核进行加压,这一程序动作就称为“维持”。“维持”这一程序动作对保证焊点的质量是十分必要的;一个焊件多数情况下不会只有一个焊点,因此在实际生产操作上,多个焊点是连续进行焊接的,于是点焊机对多个焊点的连续焊接就安排了焊点间的“休止”程序动作时间,在这个时间内,上电极抬起回到原位,以使操作人员将焊件移向下一焊点位置。
这样,完成一个焊点的程序动作循环就如图7-2所示。图7-2中,F表示电极加压程序动作;I表示“焊接”通电程序动作,图7-2中的实线正弦曲线表示焊接电流的波形。
上述点焊的程序动作时间均要求以50Hz电网电压正弦波形的周期为计时基准,即程序动作的延时时间都是50Hz电网电压正弦波形周期的整数倍。电网电压周期:T=1/50Hz=20ms,因此,点焊中各程序动作的时间就是20ms的整数倍。这样对点焊程序动作信号的主要要求是其延时时间可进行电网周期整数倍控制,简称为周波数控制。
例如:图7-2中,“加压”程序动作的延时时间为3个周波;“焊接”程序动作的延时时间为5个周波;“维持”程序动作的延时时间为4个周波;“休止”程序动作的延时时间为2个周波。(https://www.daowen.com)
在实际的点焊机中,“加压”、“焊接”、“维持”、“休止”的程序周波数要求在0~99之间随意调节。
2.焊接电流与电极压力对点焊工艺的作用
焊接电流是最重要的点焊参数之一,调节焊接电流的大小可以改变接头的力学性能(图7-3)。通常,焊接电流较小的熔核,其抗拉、抗剪强度较低且不稳定。而随着焊接电流的增加,内部热源增大,熔核尺寸也稳定增大,熔核的抗拉、抗剪强度会不断提高。但若焊接电流增加过大,使加热过于强烈,引起金属过热、喷溅或压痕过深等缺陷,接头性能反而下降,故过大焊接电流不宜采用。
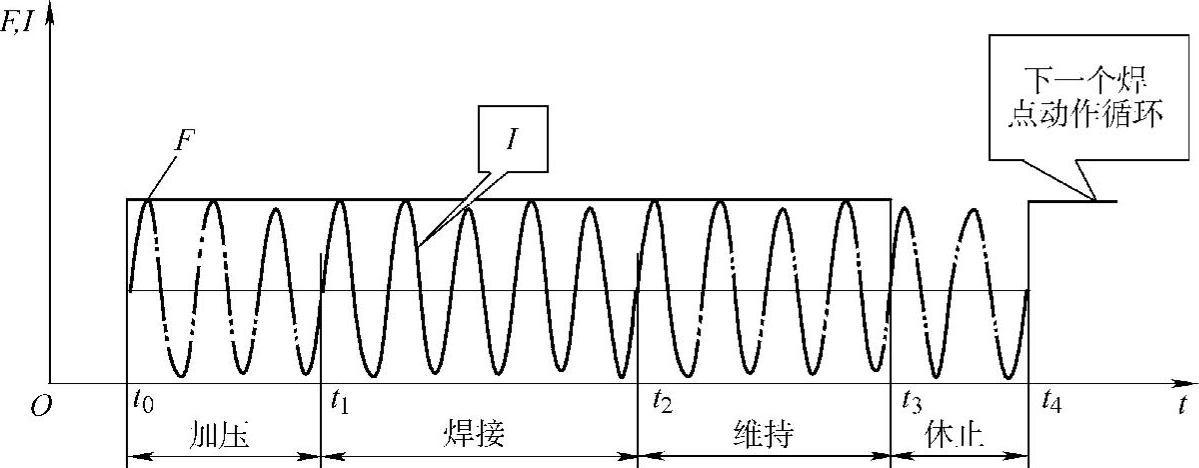
图7-2 点焊的程序动作循环
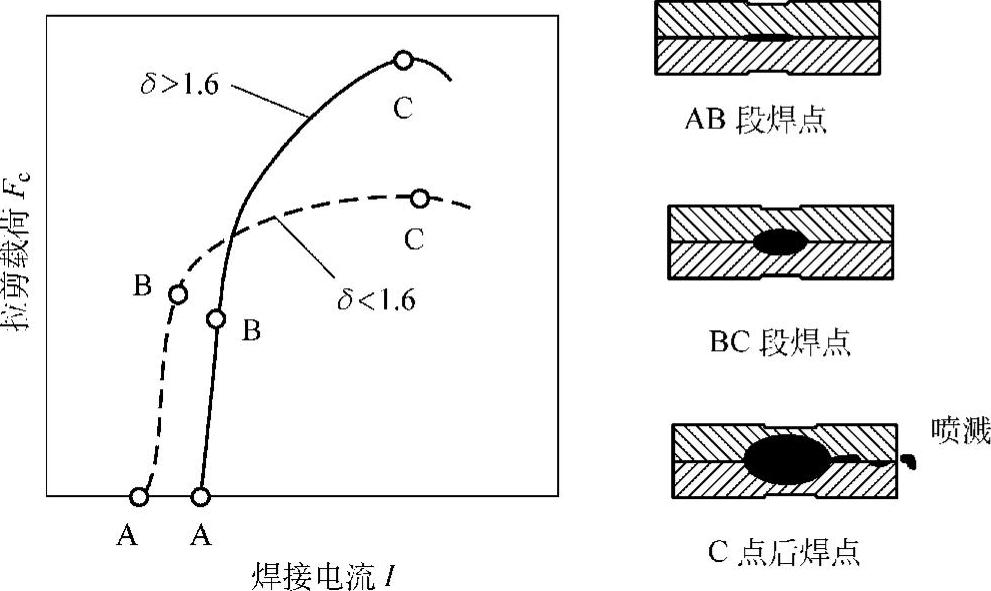
图7-3 焊接电流对焊点的影响
电极压力对点焊的影响如图7-4所示。
电极压力过小时,由于焊接区金属塑性变形范围及变形程度不足,使局部电流密度过大而引起加热速度大于塑性环的扩展速度,从而产生喷溅。电极压力过大,又会使焊接区接触面积增大,使总电流和电流密度减少、焊接区散热增加,熔核尺寸下降,严重时会出现未焊透等缺陷。因此电极压力的大小应根据金属高温强度的大小和所选规范的硬软,相应地增大或减少;电极压力增加会使金属的弹性与塑性变形增大,对压平焊件和破坏导电不良的氧化膜有利,其结果使接触电阻减少。如果电极压力过大,会使焊接区的电阻急剧降低或者消失,电源的功率将损失在焊接区以外的线路上,这对充分利用电源功率极为不利。