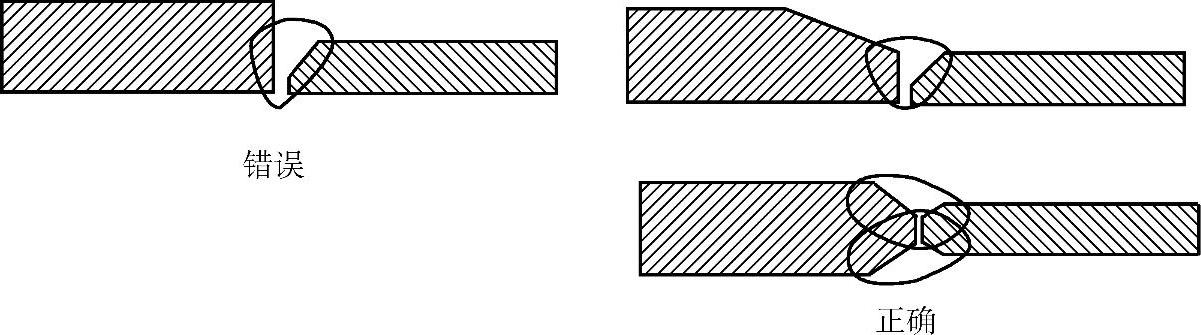
不同厚度钢板对焊时,两板厚度差不应超过允许范围(1~4mm),否则应对厚板做单面或双面削薄,或用堆焊方法使焊接区形成平滑过渡,或将两板中心线对直,以避免断面上有突变的接头(图1-18),特别对在疲劳工作条件下的焊件尤应引起注意。
(https://www.daowen.com)
图1-17 两种典型坡口钝边尺寸
图1-18 不等厚板对接坡口的处理
 (https://www.daowen.com)
(https://www.daowen.com)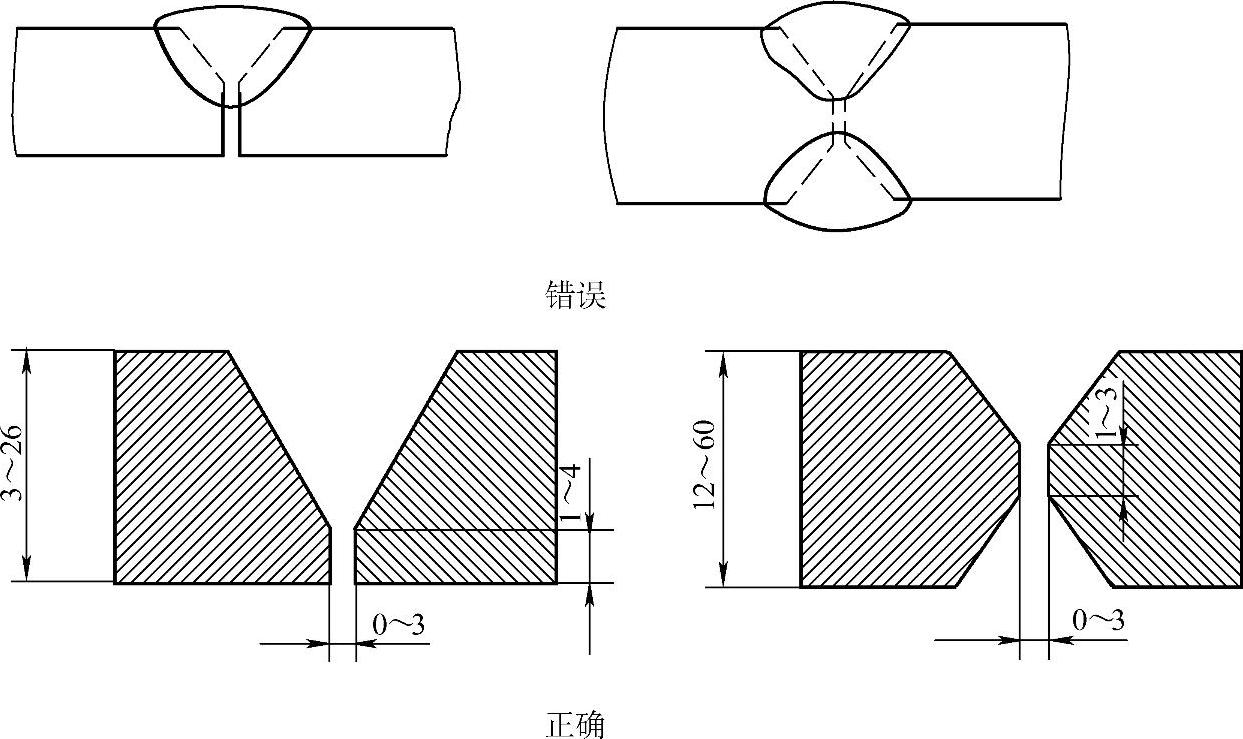 (https://www.daowen.com)
(https://www.daowen.com)