立焊时,一般采用由下而上的焊接方式,焊丝在上,焊枪在下。
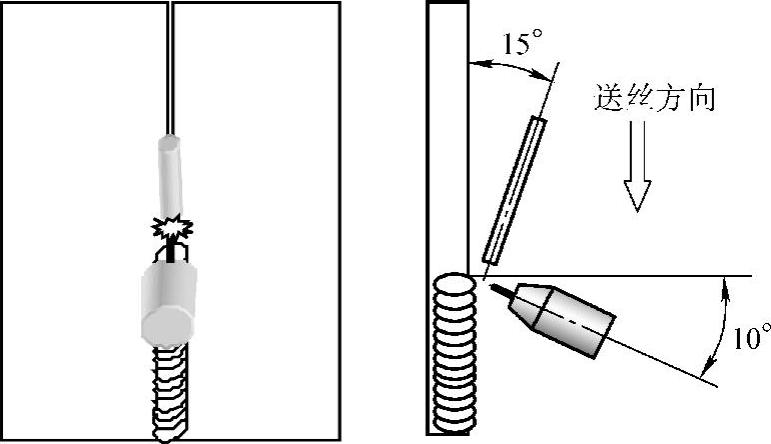
薄板焊件对接立焊时,由上向下或由下向上焊接均可。送丝方向以顺手为宜。立焊操作方式如图4-28所示,应注意:
1)输入焊缝的热输入不宜过大,焊接电流一般不超过250A,否则熔池难以控制。(https://www.daowen.com)
2)焊枪下垂角度过小或电弧过长会产生咬边、焊波凸起等现象,影响焊接质量。
3)焊丝直径不得大于3mm。
图4-28 立焊时焊枪焊丝正确位置