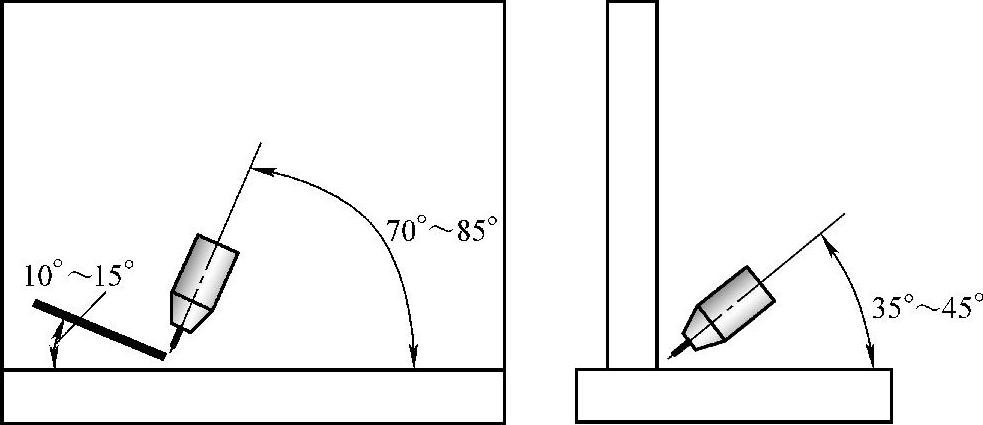
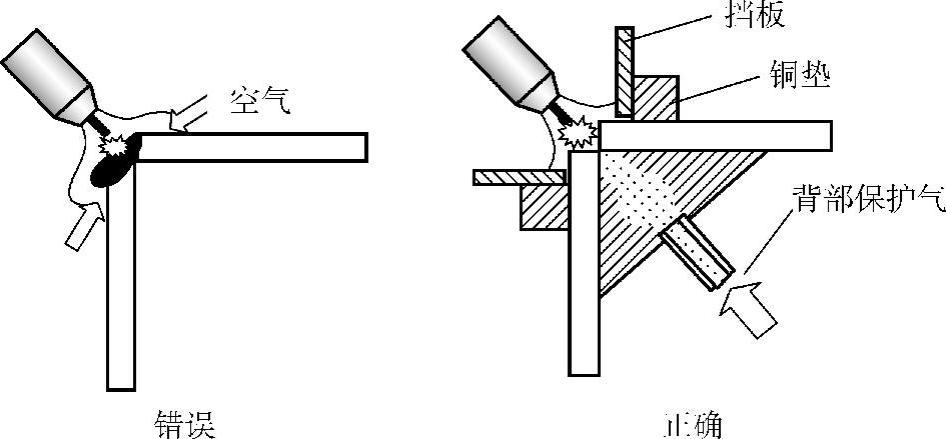
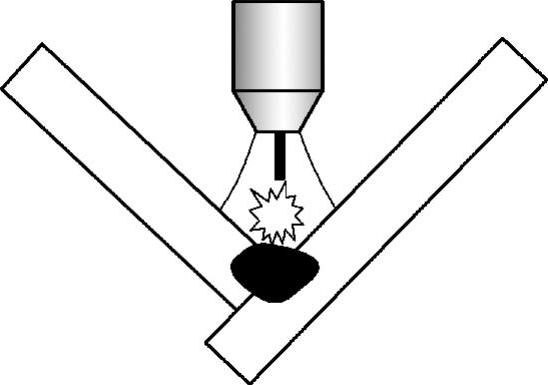
角接焊缝要适当改变焊枪入射角度,以使两块焊板处在同样加热状态,以避免出现立板咬边和水平板塌陷(图4-23);如将T形接改成船形焊位置,则焊枪轴线与两板夹角均为45°(图4-24);船形焊或船形上坡焊,是角接焊缝的最佳位置,对于操作和提高焊缝质量都是有利的(图4-25)。
图4-23 平角焊焊枪焊丝正确位置(https://www.daowen.com)
图4-24 T形角焊的正确方法
图4-25 船形焊