要点180 关注逆变式电阻焊电源的推广应用
逆变式电阻焊电源具有以下特点:
1)响应速度快,控制精度高。由于采用较高(与50Hz的工频相比)中频逆变频率(500~2000Hz),时间调节和反馈控制周期在1ms(1000Hz)以内,大大提高了焊接电流控制精度。
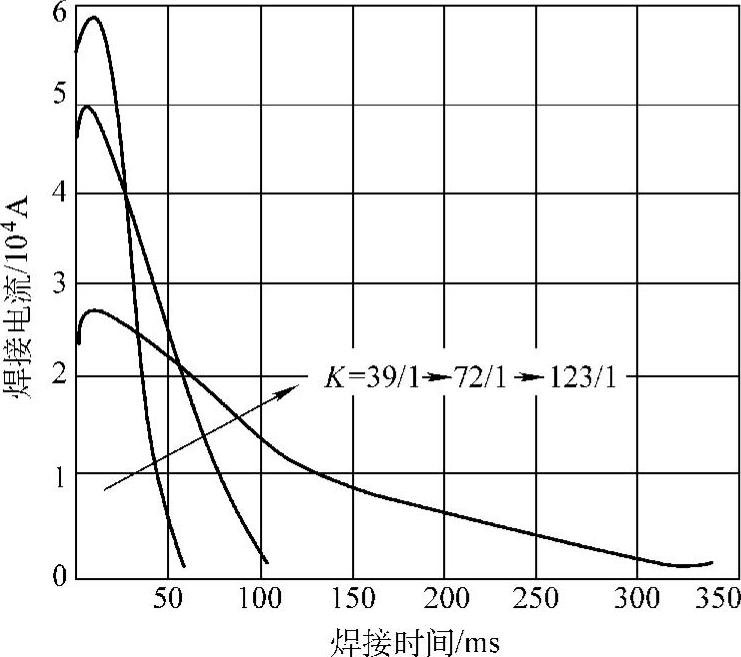
图7-47 焊接变压器变压比K对放电电流I2的影响
UC=430V;C=16×104μF

图7-48 宫地公司(日本)的逆变点焊电源
2)体积小,重量轻。由于采用中频的工作频率,在相同的功率输出时焊接变压器体积和重量明显减小。例如,宫地公司(日本)的逆变点焊电源(图7-48)输出的直流电流可达20000A,而重量只有60kg;MEDAR(美)公司最近的水平可达60000A;而采用逆变式的一体式焊钳,其重量可减轻50%。
3)三相负载平衡(图7-49),功率因数高,节能。(https://www.daowen.com)
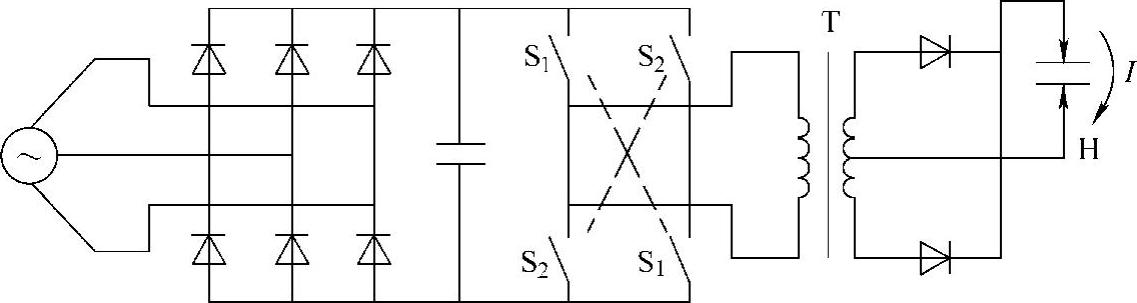
图7-49 逆变阻焊电源原理图
4)工艺优势明显:电流波纹度小、无交流过零点时不加热焊件的缺点,热量集中能焊接各种材料。同时,电极寿命获得延长。
5)对大功率开关元件的不断更新。IGBT是发展大功率逆变式电阻焊机的首选开关元件,近年的技术水平,其单管额定电流可达3.3kA,集射极耐压高达2.5kV,可以采用逻辑电平直接驱动,实现了元件驱动的电压控制。但大功率IGBT要采用特殊的散热技术(图7-50)。
由于对大功率整流二极管的不断更新,使用逆变式电阻焊电源向电阻点焊机器人供电,需要进行输出变压器的二次整流,以直流电接到电极或点焊机器人的焊钳。
为什么不能省略二次整流,而以交流电向点焊机器人供电?这是因为随着逆变频的增加,通往焊机电极汇流铜排、特别是点焊机器人的电缆线上的功率损耗会急剧增加。由于二次整流元件的接入、且焊接电流为脉动直流,这二者增加焊机的功率损耗约占整台焊机输出功率的28%,虽然采用肖特基二极管会得到改善,但仍存在输出功率受到限制,因整流元件冷却系统会增加焊机体积和重量。
当前,已开发功率为200kV·A的用于铝合金轮圈焊接的逆变阻焊电源。

图7-50 水冷散热大功率逆变器