要点10 焊条电弧角焊的工艺要点
2026年01月15日
要点10 焊条电弧角焊的工艺要点
1.T形接头平焊
焊条在焊接方向上的倾角为65°~80°,电弧的指向应偏向厚板,以使两板加热温度相等,避免电弧对板的加热温度产生太大的偏差。
焊接多层多道焊时,还应根据焊道位置及板厚调整焊条角度,以保证焊缝良好成形。
图1-9a中,给出立板与平板板厚比分别为1、1/2、1/3时的运条角度。
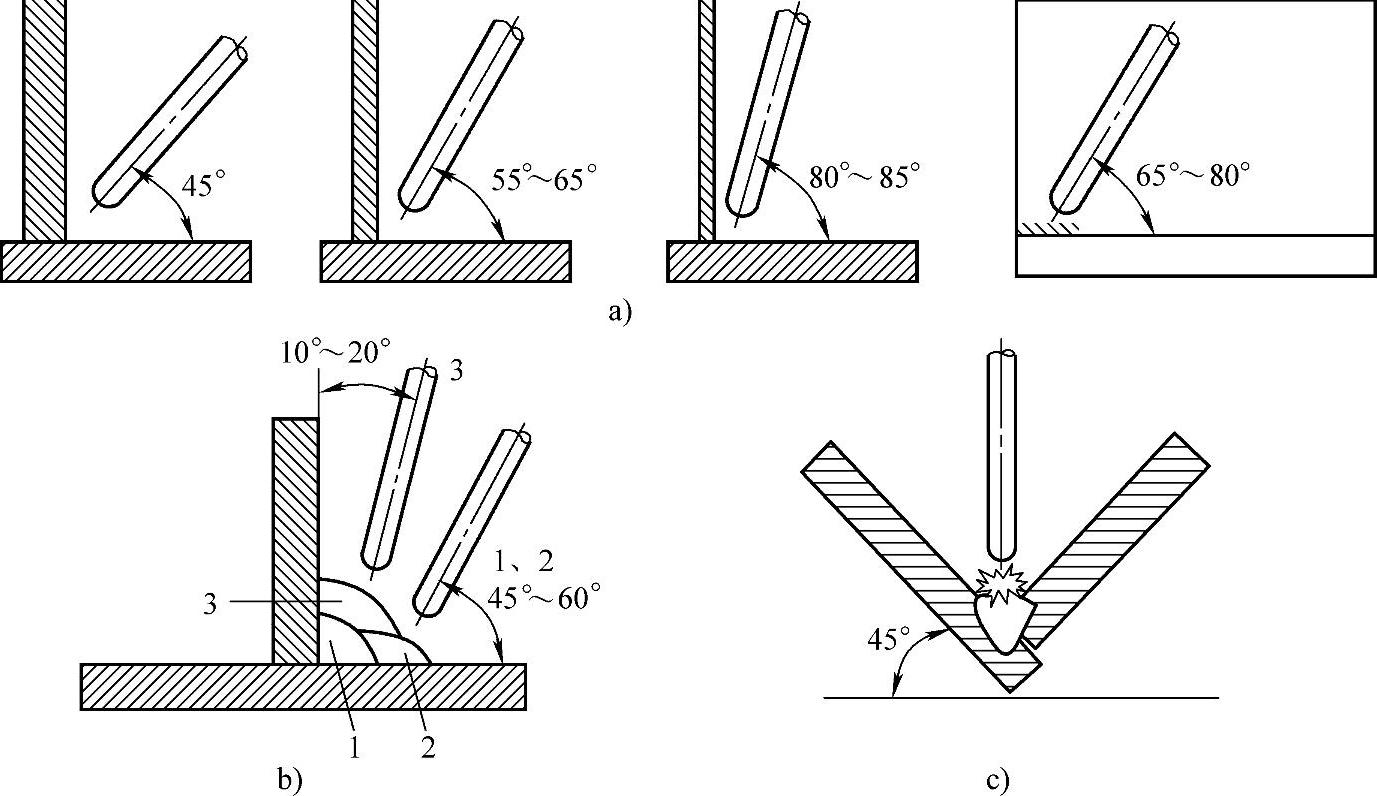
图1-9 T形角接头平焊
a)不同板厚所用焊条角度 b)多层多道角焊时焊条角度 c)船形焊时焊条角度
图1-9b中,给出等厚板、三层焊道角焊时的各焊道合适的运条角度。(https://www.daowen.com)
图1-9c中,是船形焊合适的运条角度。
2.角焊接头平焊
根据角接接头不同坡口形式,采用不同的施焊方法,包括控制焊缝热输入,短弧焊接,电弧偏向竖板一边(图1-10),以保证焊缝两侧熔化程度相同。
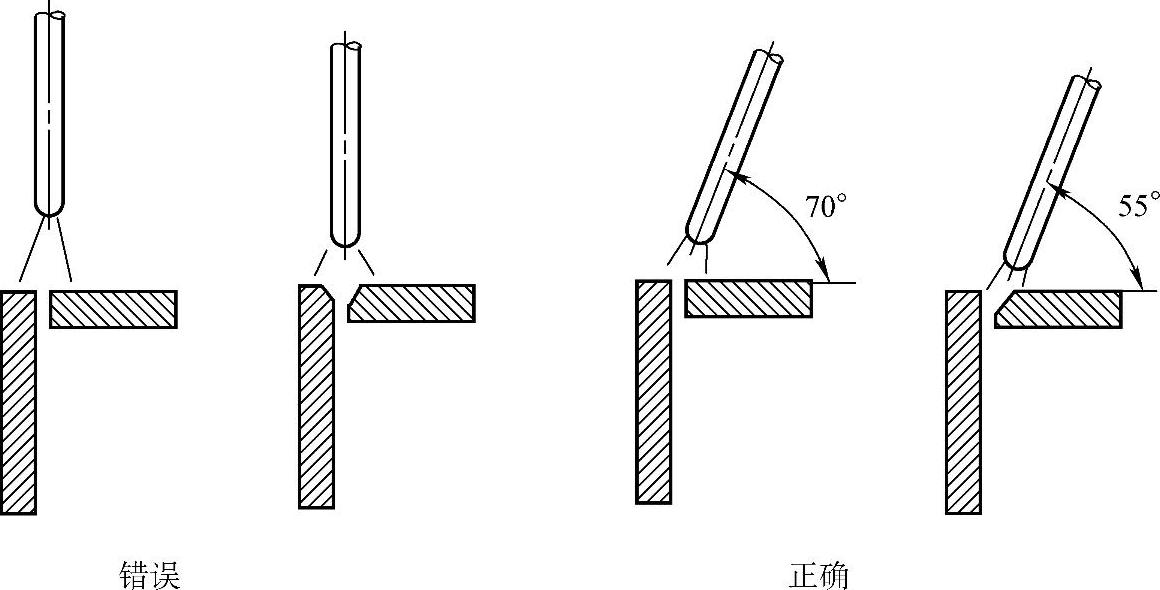
图1-10 角焊接头的平焊手法
3.搭接平焊
为避免产生焊缝单边、咬边、顶角焊不透和焊缝夹渣缺陷,应根据两板的厚薄来调整焊条的角度,同时电弧要偏向厚板一边,以便使两边熔透均匀。焊条倾角过大或过小都会使焊缝成形不良(图1-11)。
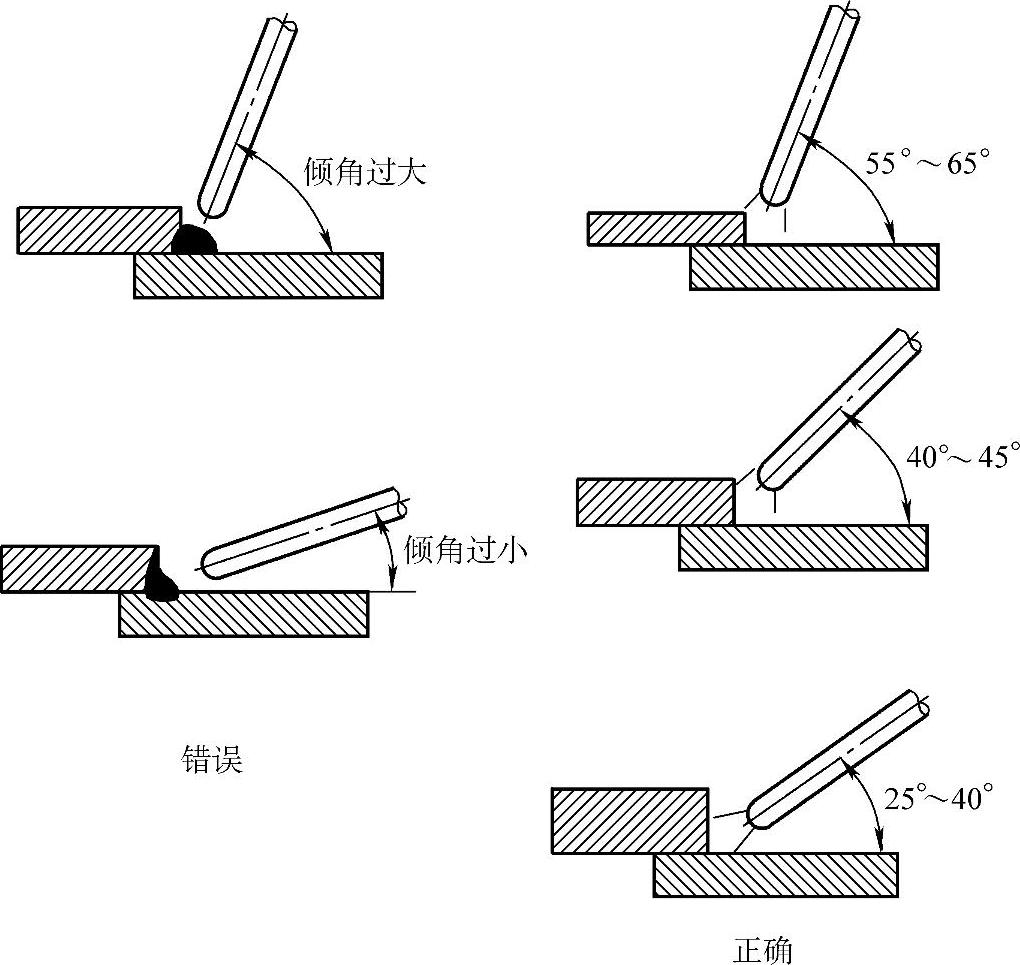
图1-11 搭接平焊手法