要点108 开口式TIG焊管机的技术要点
开口式焊管机的外观特征是有一个绕管旋转的开口式转盘,转盘上一般安装TIG焊嘴,如图4-53所示,这就是不填丝开口式焊管机。如果向焊缝填丝,就构成填丝开口式焊管机,如图4-54所示。

图4-53 不填丝TIG开口式焊管机
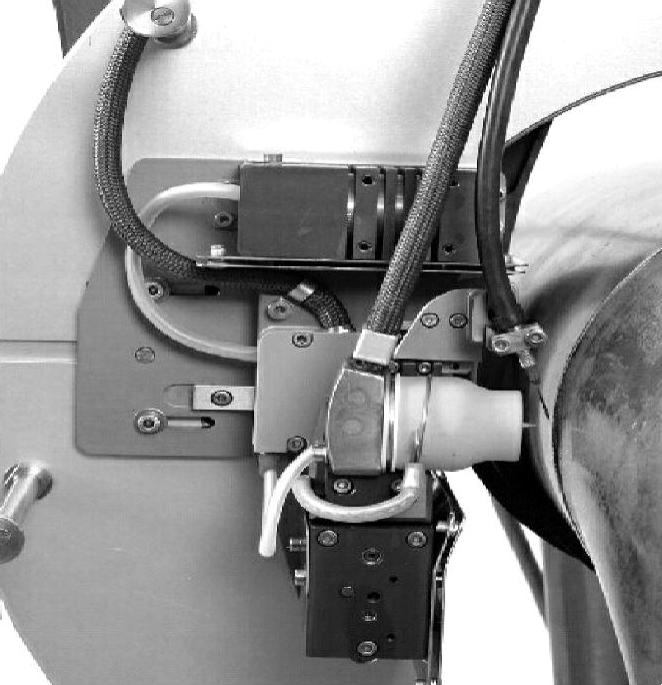
图4-54 填丝开口式焊管机的填丝焊头
1.开口式焊管机的结构特点
开口式焊管机一般用于50~150mm管径的焊管,因此其结构设计就形成以下特点:
1)一般都考虑了焊头的自(动)定(管)心装置,如图4-55、图4-56所示。
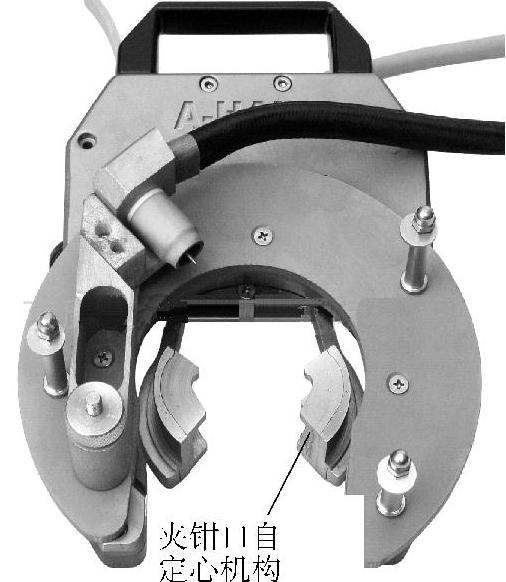
图4-55 开口式焊管机自定心结构之一
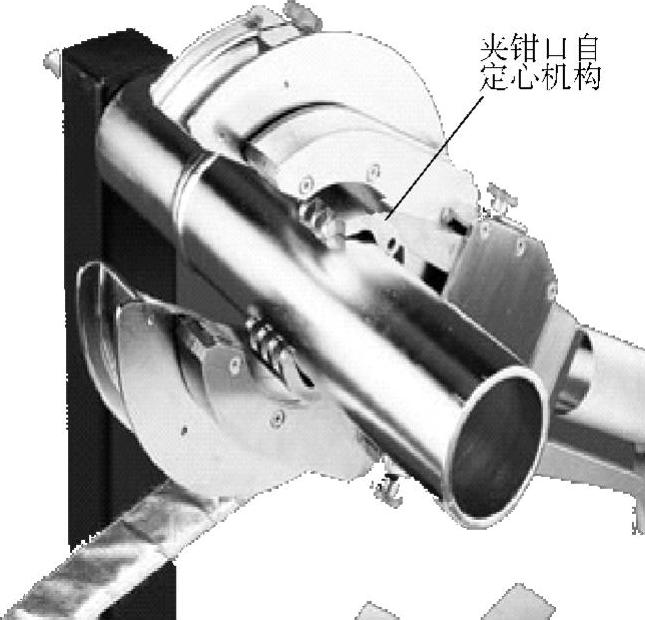
图4-56 开口式焊管机自定心结构之二
2)由于被焊管径小,为避免绕管旋转的各种导线束、水管、气管、电缆线弯折,必须事先考虑好各线束的弯折曲率,以保持水、电、气的畅通。为此,开口式焊管机上都设计有挡线杆,如图4-57所示。
每焊完一条焊缝后,开口式焊管机一般是通过控制程序的设定,将开口转盘倒行旋转至原位,以使各线束复位,避免线束反复弯折。
3)为使焊枪旋转,开口式焊管机一般均以被焊管的表面为旋转轨道面。而旋转机构往往采用压力贴附辊轮式旋转机构。
 (https://www.daowen.com)
(https://www.daowen.com)
图4-57 开口式焊管机挡线杠的作用
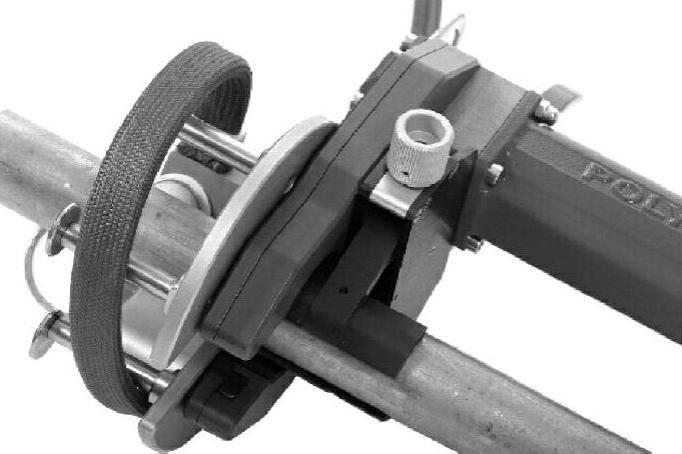
例如图4-58所示中,贴附辊轮是用轴承代替。由图4-58看出,四只轴承也同时起到自定心装置的作用。
图4-59显示了一般开口式转盘的旋转机构:开口式转盘通过一连杆与电动机驱动的贴附辊轮连成一体,因此当贴附辊轮绕被焊管的表面滚动时,带动开口转盘绕管旋转。
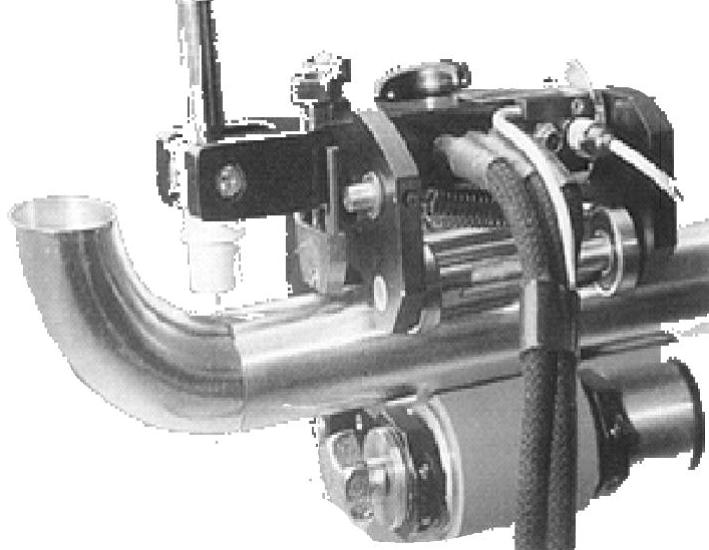
图4-58 轴承贴附辊轮式旋转机构
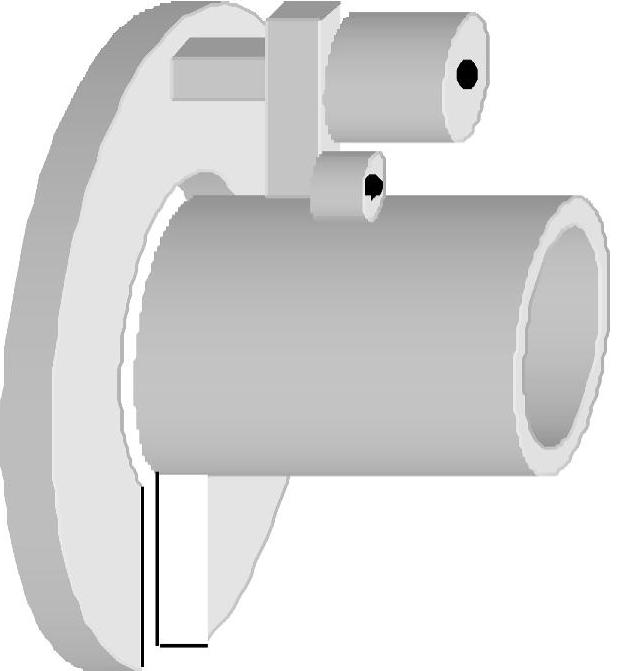
图4-59 贴附辊轮式旋转机构
2.开口式焊管机的控制系统
与爬行小车式焊管机相比较,开口式焊管机的控制系统与前者基本相同,诸如:
1)均采用先进的逆变电源技术与高精度数字化控制系统。
2)旋转机构均采用高精度直流或步进电动机驱动调速系统。
3)多具备AVC(自动电弧电压,即弧长)控制系统。
4)智能化的计算机控制系统。
5)通过计算机设定自由编程的程序库。
6)通过遥控器实现控制和修改主要焊接参数。
7)设备一般都配备自动诊断系统,显示器直接显示焊机出错信息。
8)焊接进程及电流参数实时显示,让操作者一目了然。