要点77 注意考查气体保护焊焊机的送丝机构
2026年01月15日
要点77 注意考查气体保护焊焊机的送丝机构
气体保护焊是属于熔化极气体保护焊的一种,焊接时要通过焊枪(图3-56)向焊接区焊丝。要保证焊接过程的稳定性,气体送进焊丝。要保证焊接过程的稳定性,气体保护焊除了采用性能良好的焊接电源外,还必须有可靠性优良的焊丝送进系统。
可靠性优良的送丝系统包括:设计使用性能良好的焊枪。涉及送丝系统的主要是:
1)导电嘴的通丝孔径尺寸是否合适,导电嘴的材料的选用是否耐磨性良好,导电嘴端部是否不易被飞溅堵塞。
2)焊枪送丝部分的散热设计是否完善,这点对自动气体保护焊显得特别重要,因为自动气体保护焊时,不可能经常更换焊枪的喷嘴与导电嘴。(https://www.daowen.com)
3)送丝软管必须设计成既通丝顺畅又要有一定的柔软度,这点对焊接现场显得特别重要。
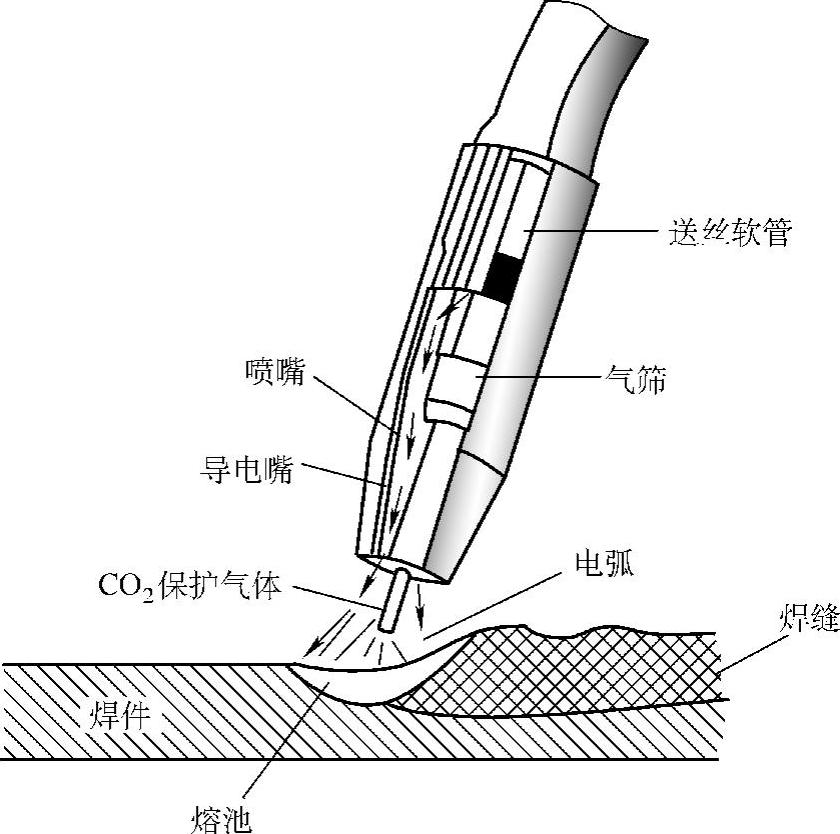
图3-56 CO2气体保护焊焊枪结构图
4)气体保护焊焊机的送丝机构一般选用推丝方式的“单主驱动轮送丝机构”或“双主驱动轮送丝机构”(图3-57),半自动CO2弧焊机采用前者为多,自动CO2弧焊机多采用后者。
从送丝机构的焊丝驱动平稳的角度看,双主驱动轮送丝机构的可靠性要高于单主驱动轮送丝机构,同时双主驱动轮送丝机构的送丝距离也较远。