要点102 铝合金TIG焊接电源选用要点
1.掌握铝合金TIG弧焊接工艺中两个物理现象
两个物理现象左右着焊接机理:一是铝合金焊件高温状态时形成的熔池表面Al2O3阻焊膜的破碎现象;二是TIG焊时钨电极的高温烧损现象。因为铝合金TIG弧焊接工艺能否进行、焊接质量的好坏,都与其相关,而这两个物理现象的产生,与焊接电弧中正离子与电子的“行为”分不开。
从物理学中得知:正离子所携带的电荷量与电子的电荷量相当,可是前者的质量却远大于后者。这就决定了焊接电弧中,“导电”的主因是电子,“捣毁”阻焊膜的主因是正离子。
质量大的正离子在图4-30所示电场(直流反接)作用下,冲击熔池表面Al2O3阻焊膜,就造成Al2O3阻焊膜的破碎,而只有在阻焊膜破碎的前提下,才能使铝合金的焊接进行下去。
在同一电场作用下,大量带负电荷的电子涌向表面积很小的钨电极尖端,这造成了钨电极尖端温度的急剧上升,结果钨电极急剧烧损,而钨电极烧损过快,焊接过程也无法进行下去。
当电弧电场与前相反时(直流正接),虽然此时也有正离子冲击钨电极尖端,但冲击钨电极尖端正离子的数量太少(因质量大的正离子运动速度很慢),因此钨电极不会烧损;与此同时,是大量带负电荷的电子涌向表面积比钨电极尖端大很多倍的焊件熔池,但质量太小的电子群却不能“捣毁”熔池表面Al2O3阻焊膜。为此,铝合金TIG弧焊接工艺时,既要阻焊膜的破碎(即通常专业术语所指“阴极破碎”)、又要减少钨电极烧损,只有采用交流电源。即在相当直流正接的交流半周用来“阴极破碎”,而在相当直流反接的交流半周缓和一下钨电极的烧损。
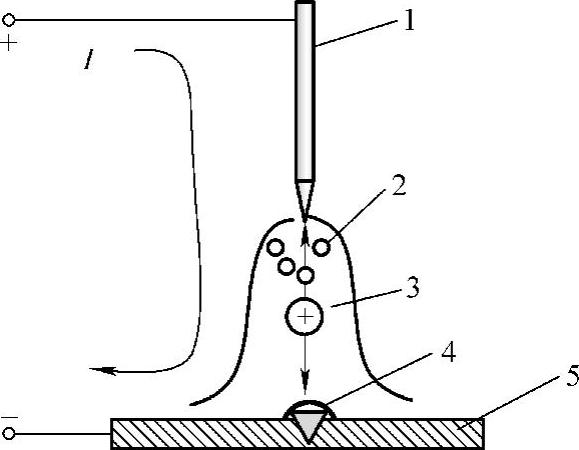
图4-30 “阴极破碎”效应的物理解释
1—钨电极 2—电子 3—正离子 4—Al2O3膜 5—Al焊件
2.了解铝合金TIG弧焊最适宜的交流电源类型与简单原理
采用工频交流电源时,既有“阴极破碎”效应,又可减小钨极烧损,但却带来“整流效应”问题:当钨极处于负极时,电子由钨极发射,此状态时电子发射量多;当钨极处于正极时,电子由铝合金的表面发射,此状态时电子发射量就远小于前一状态。
电子导电状态的宏观表象就是电流。上述处于不同交流电半周的电子发射量的不同,其宏观表象就是电弧电流、电弧电压在正、负半周时不同:钨极处于负极(铝焊件处于正极)时的半周,电弧电流大、电压低;钨极处于正极时的半周,电弧电流小、电压高。
电弧电压与电弧电流的波形如图4-31所示,这种情况下的焊接电弧就像个不完全的整流器,它作为工频交流电源的负载必然使电路中的电流不对称,也就是电流出现了直流分量,这就是采用工频交流电源TIG焊铝合金时的“整流效应”。
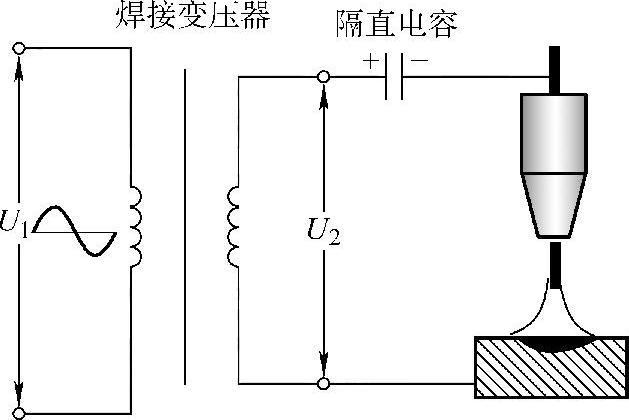
直流分量的存在,一是使“阴极破碎”效应减弱、二是直流分量容易使交流电源中的变压器铁芯饱合,从而引起变压器铁芯发热。为消除直流分量,以往的常用方法,是在交流电源主电路中串联隔直电容(图4-32),但由于隔直电容容量要用很大,因此在现代已被工频交流方波电源取代(图4-33)。
工频方波电源的主电路中,U2是焊接电源变压器的二次电压、Us是输出的方波电压,晶闸管VT1~VT4组成所谓“交—交”电压变换桥。而由正弦交流电压U2变换为同频率方波电压Us的关键器件,是晶闸管变换桥直流臂上所串联的电抗器L。如果与传统的TIG焊铝电源中消除直流分量的方法(在交流电源中,串接大量的所谓隔直电解电容器)相比,工频方波电源不仅大大减轻了重量,而且在电源的控制性能上有了很大提高。
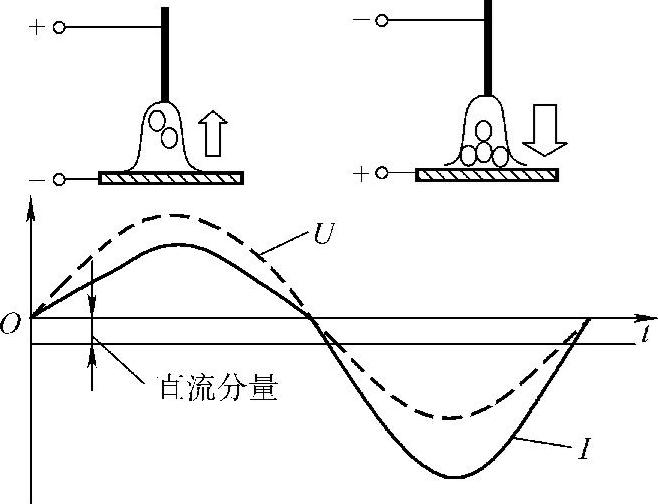
图4-31 TIG焊铝出现直流分量
 (https://www.daowen.com)
(https://www.daowen.com)
图4-32 直流分量的隔直电容消除法
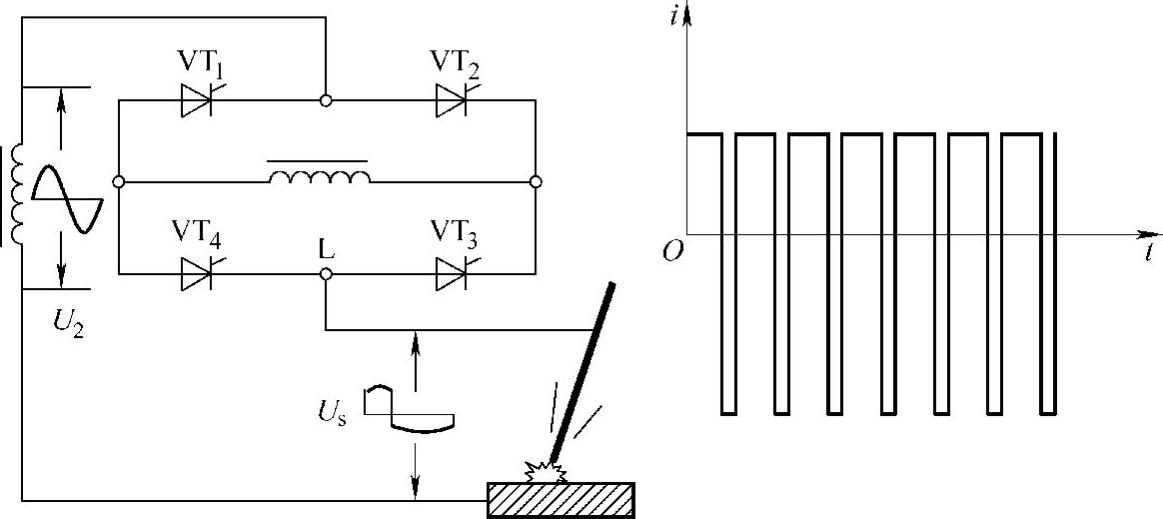
图4-33 工频交流方波电源
改变不同半周的晶闸管对(VT1、VT2是一对,VT3、VT4是另一对)的控制角α1和α2,就可调节焊接电流Iα1和Iα2的导通角θ1和θ2。也就是说,晶闸管对控制角的改变是触发脉冲移相角α1和α2决定的。
其电源控制思路是:在每个导电的半周控制方波电压的宽度,即改变电弧电流导通的时间。即对应电弧电流Iα较大的半周,使其导通的时间短;而对应电弧电流Iα较小的半周,使其导通的时间长。而且总可做到不同半周焊接电流的平均值Iα与电流导通时间的乘积是相等的,如图4-34所示,即不同半周内,可使电流曲线下的面积是相等的,从而消除了直流分量。
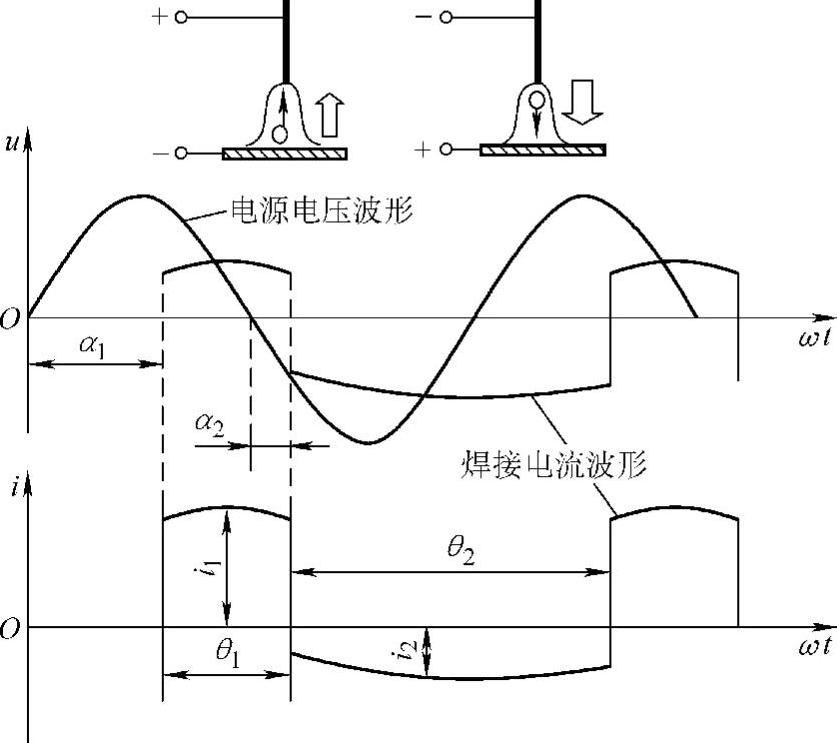
图4-34 工频交流方波电源的波形
图4-34中,Iα1θ1=Iα2θ2,这是一种平衡状态;如果实际状态Iα1θ1>Iα2θ2,这时的焊接效果是焊缝熔深较大、而“阴极破碎”效应相对减弱。这种状态定义为最大穿透力方式(max penetra tion);而当Iα1θ1<Iα2θ2时,“阴极破碎”效应相对增强、而熔深则较浅。这种状态定义为最大清洁宽度方式(max clean)。
由于晶闸管对的导通角θ1+θ2=360电角度,因此总可以找到一种θ1、θ2的组合,使直流分量恰好等于零。电源的控制电路中,一般是用一只电位器来调节出直流分量恰好等于零的控制点,并定义此点为平衡点。调节这个电位器,使θ1增大,则焊接电流是向着最大穿透力方式(max penetration)方向增加;相反,调节电位器,使θ1减小,则焊接电流是向着最大清洁宽度方式(max clean)增加。
综上,定义β=[θ1/(θ1+θ2)]%,称为工频方波电源的电流比。而控制导通角θ1和θ2的电路,也就是电流比β控制电路。
图4-35所示是两台典型工频交流方波电源,一台为MILLER公司(美)产、一台为国产。

图4-35 TIG焊用工频交流方波电源
除了工频交流方波电源外,现代已大量推出适用于铝合金钨极氩弧焊(TIG)的数字控制电源,数字控制电源的主电路一般都采用大功率晶体管(如IGBT、MOSFET)高频逆变器。而这时焊铝合金去除直流分量就采用交流调制法(图4-36)。
适用铝合金TIG焊的数字控制电源,也一定适用于碳钢、不锈钢的焊接,即数字控制电源多为AC/DC输出的多功能电源。在数字控制电源的控制面板上,一般都有被焊材料选择功能。
当今,数字控制电源已经渗透到所有的弧焊工艺中,只要是规模化、高质量要求的焊接生产场合,如化工炼油厂设备制造、核电、军工,已全面进入了焊接电源的数字控制时代。也就是说,当今只要是碰到氩弧焊工艺的场合(无论是产品制造还是维修),数字控制电源是首选。
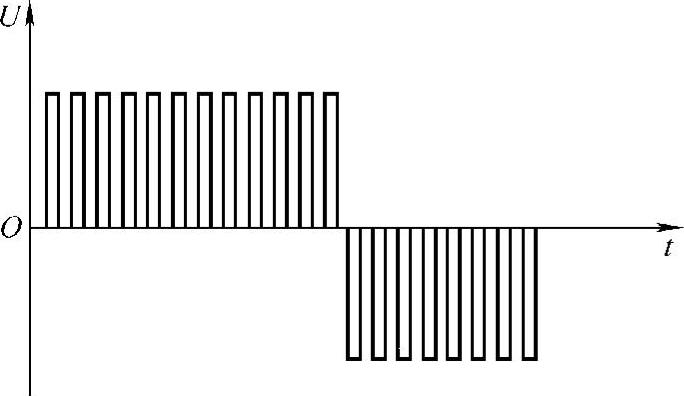
图4-36 逆变电源TIG铝合金焊接调制方式