要点62 处于任何过渡状态的气体保护焊电弧电压都不宜过低或过高
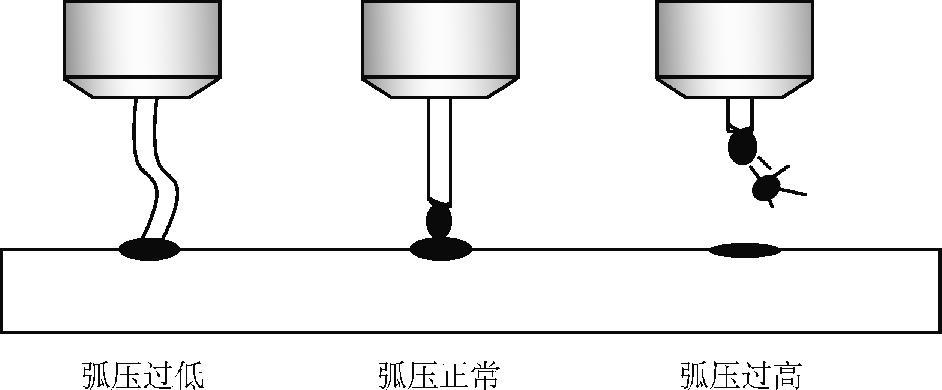
在短路过渡状态,电弧电压的变化将改变短路过渡频率和熔滴飞溅的大小。弧压过高,短路消失,弧长变长,熔滴过渡呈滴状方式,熔滴过渡轴向性差,飞溅大,工艺过程不稳定;相反,弧压太低,弧长过短,可能引起焊丝与熔池的固态部分短路,使焊丝大段熔断,如图3-11所示。
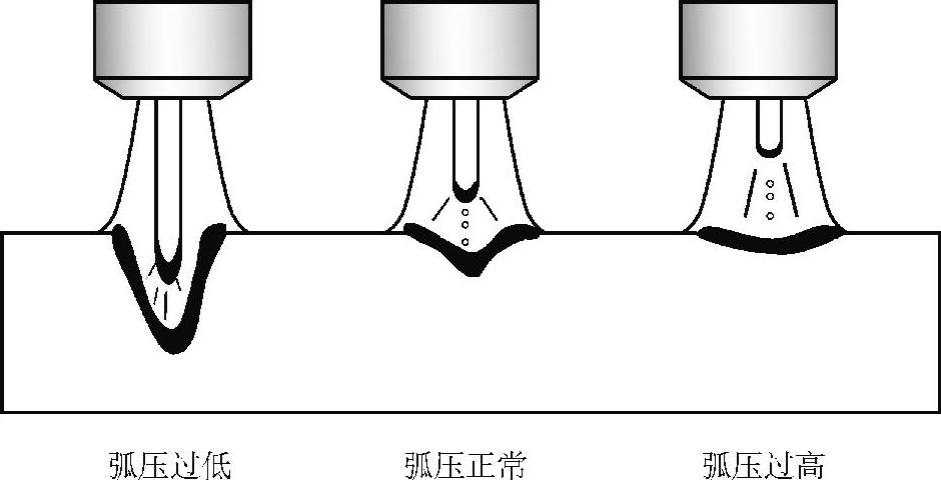
在射滴过渡状态,电弧电压过低,使电弧在弧坑底部燃烧,上部金属加热不足,形成梨形焊缝(图3-12),会导致裂纹产生。电弧电压过高,熔滴飞落距离长,电弧轴向性减弱,飞溅增大。因此在焊接过程中,应保持电弧电压与焊接电流合理匹配关系,以获得良好的焊缝成形。
 (https://www.daowen.com)
(https://www.daowen.com)
图3-11 电弧电压对短路过渡焊缝成形的作用
图3-12 电弧电压对射滴过渡焊缝成形的作用
 (https://www.daowen.com)
(https://www.daowen.com)