要点73 掌握陶瓷衬垫CO2单面焊双面成形工艺特点
2026年01月15日
要点73 掌握陶瓷衬垫CO
2
单面焊双面成形工艺特点
在一些大型钢结构,例如船体结构,一般多采用带陶瓷衬垫的CO2单面焊双面成形技术。
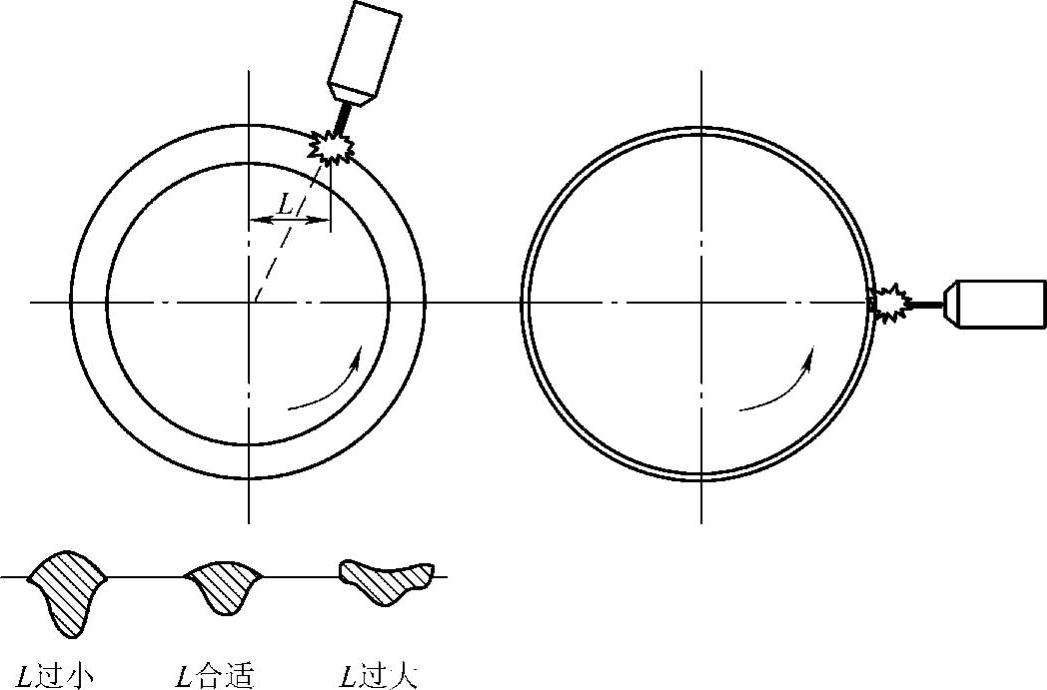
图3-30 旋转焊管焊枪位置
其主要技术优势:
1)这种工艺方法可以降低对焊接接头的装配要求。(https://www.daowen.com)
2)适用范围大。不论是薄板还是厚板,也不管是何种焊位(平、立、横焊位),还是对接或角接都可以使用,因此特别适用于焊接船体结构。
3)焊接材料选择范围大。使用的焊丝可以是实心焊丝,也可以是药芯焊丝;常用焊丝的规格为1.2mm、1.4mm、1.6mm。前两种规格的焊丝可用于平、立、横各种位置焊接;后一种适用于平焊。
药芯焊丝由于电弧柔和、飞溅少、表面成形光滑、综合成本低,因此正在逐渐替代实心焊丝。全位置型和金属药芯焊丝都可在该工艺中使用;理想的搭配是在平角焊选用熔敷率高的金属药芯焊丝;在立焊位置选用成形好的全位置型药芯焊丝。
4)使用带陶瓷衬垫的CO2单面焊双面成形技术后,可以有条件逐步淘汰船体焊接中的仰面焊。
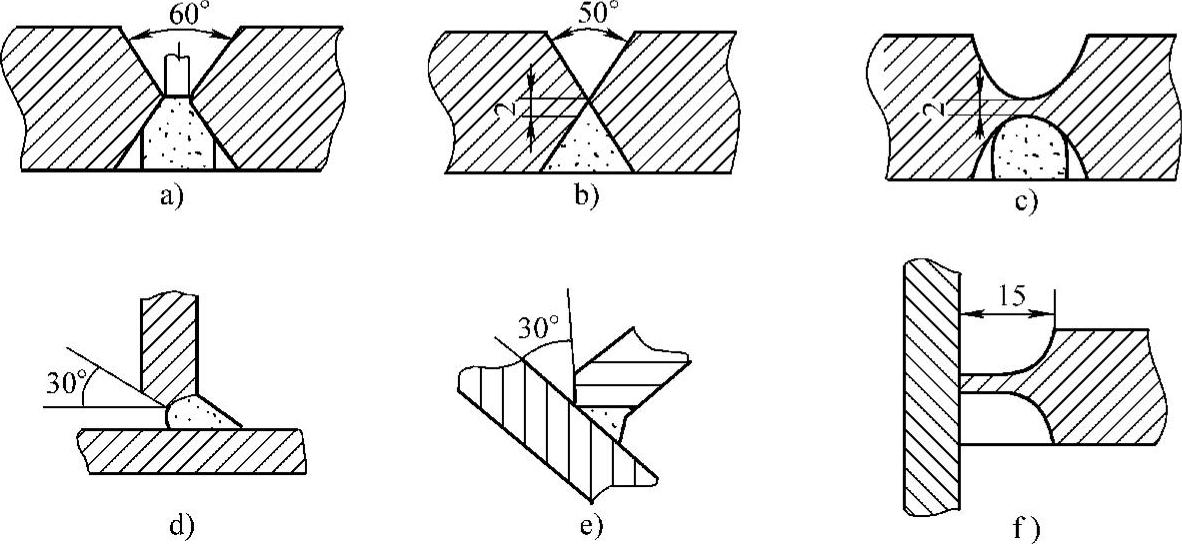
图3-31 陶瓷衬垫的形式与适用的坡口类型
5)陶瓷衬垫的形式多样化,便于各种坡口类型和焊接位置的焊接,如图3-31所示;但不同形式的陶瓷衬垫与不同坡口类型配合后,究竟能有何种背面焊缝的形式,其影响因素较多,为此,船厂应通过焊接试验来确定陶瓷衬垫的形式和焊接参数。
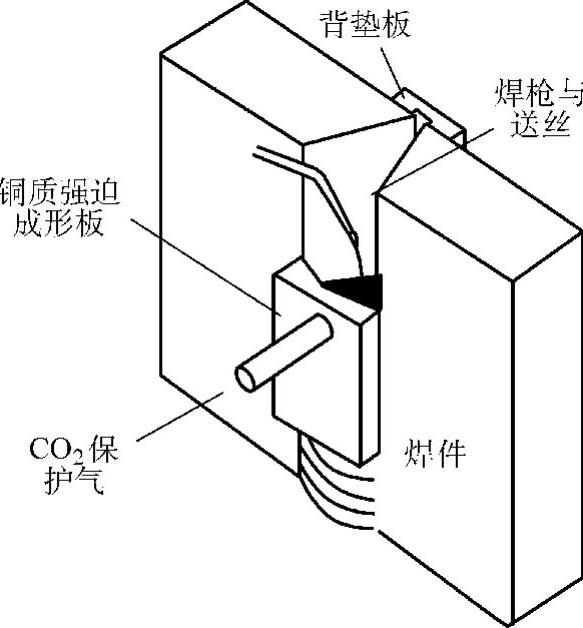
图3-32 气电立焊工艺原理