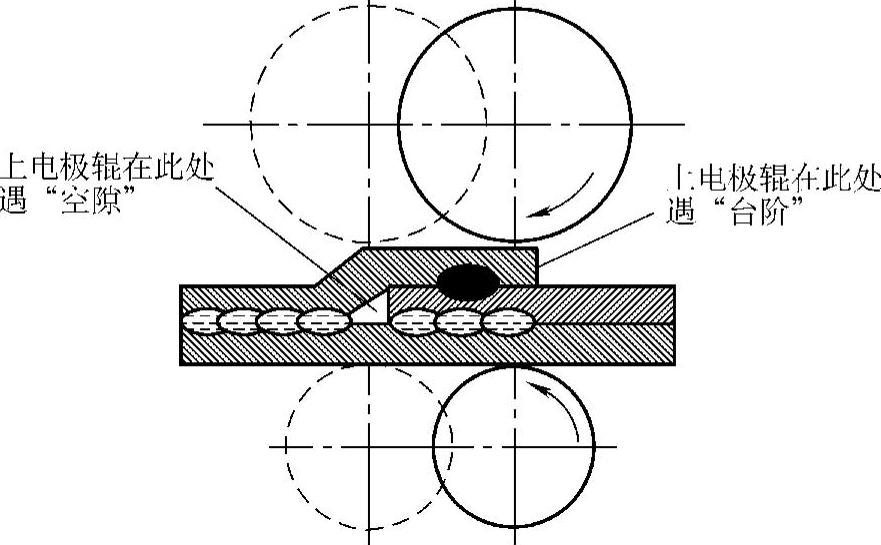
筒形焊件采用搭接缝焊,不可避免地会出现纵缝与环缝的交叉情况(图9-16)。为避免在交汇间隙处烧穿,保证焊缝严密性并使滚轮受力均衡,必须对此交叉处进行特殊加工:
图9-15 窄边搭接接头防滑动处理
(https://www.daowen.com)
图9-16 纵缝与环缝交叉示意图
1)在筒底装配前铲平纵缝。
2)筒体下料时在端头预剪切口,将搭接纵缝过渡为对接。
3)焊后用其他焊接方法补焊加强。
 (https://www.daowen.com)
(https://www.daowen.com)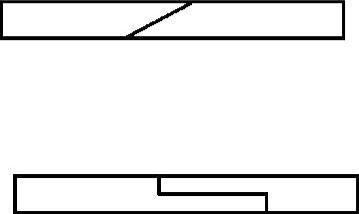
 (https://www.daowen.com)
(https://www.daowen.com)