要点83 掌握钨极氩弧的特点
2026年01月15日
要点83 掌握钨极氩弧的特点
钨极氩弧焊工艺是十分成熟的电弧焊接工艺之一,各种资料中都有阐述,这里仅就钨极氩弧的特点提出几点补充:
1.电弧稳定性好
钨极氩弧是非熔化极电弧,它是所有类型电弧中最稳定的电弧,电流只有10A的钨极氩弧也可轻易获得。电弧稳定特性是表明“电弧弹性”好坏的重要指标,“电弧弹性”好的电弧,随着弧长的变化不易“断弧”。
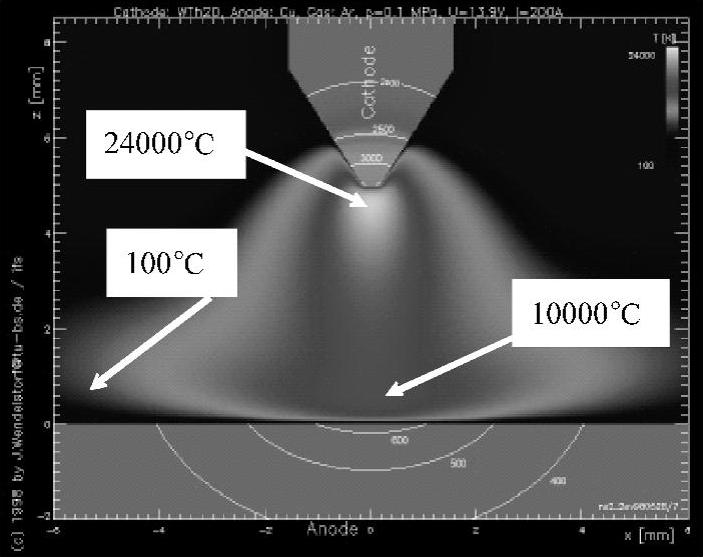
2.弧柱温度梯度大
氩弧也是弧柱温度梯度很大的电弧(图4-1),这就表明氩弧也是热能比较集中的电弧。热能集中的电弧就容易控制熔池形状。因此钨极氩弧焊有良好的焊缝成形(图4-2)。
上述两个氩弧的特性是钨极氩弧焊(TIG)获得广泛应用的主要原因。
 (https://www.daowen.com)
(https://www.daowen.com)
图4-1 钨极氩弧的形态和弧柱温度分布
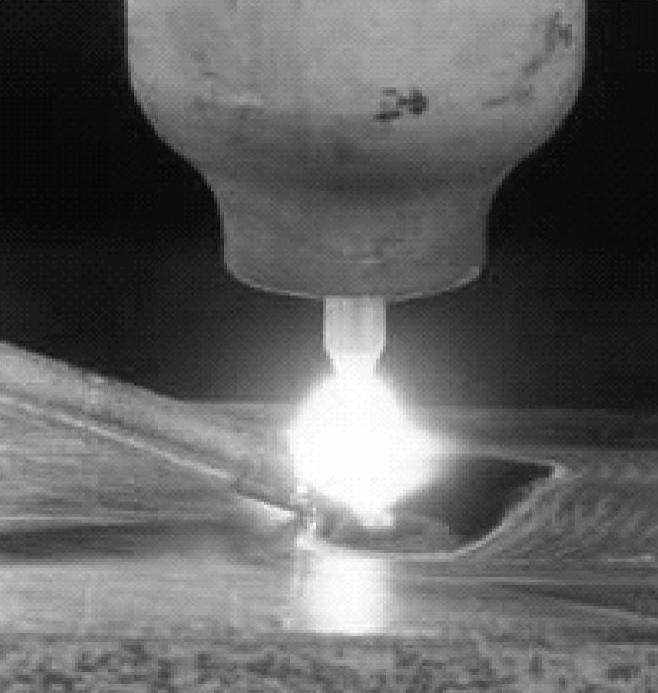
图4-2 手工填丝(棒)TIG焊
3.电弧“挺度”高
“挺度”越高,电弧的“指向性”就越好(图4-3)。而“指向性”好的电弧,就适于角接头与薄板焊件的焊接。
“挺度”高的氩弧,用于窄坡口的自动焊,容易保证焊根处焊透(图4-4),这也是现代焊管机或厚板窄坡口的打底焊(手工或自动焊)多采用钨极氩弧焊的原因。
“挺度”高的氩弧,不容易产生“磁偏吹”现象(图4-5)。实际焊接时,一旦电弧“磁偏吹”,那么焊缝就会偏离坡口的中心线,正常的焊接过程被破坏;如果是自动焊,电弧“磁偏吹”更不易纠正。