2.1.4 屏幕界面的区域划分
SINUMERIK 828D数控系统显示屏幕按照区域划分的方式,将数控程序指令、运行参数或报警信息等内容呈现给操作者,如图2-8所示。
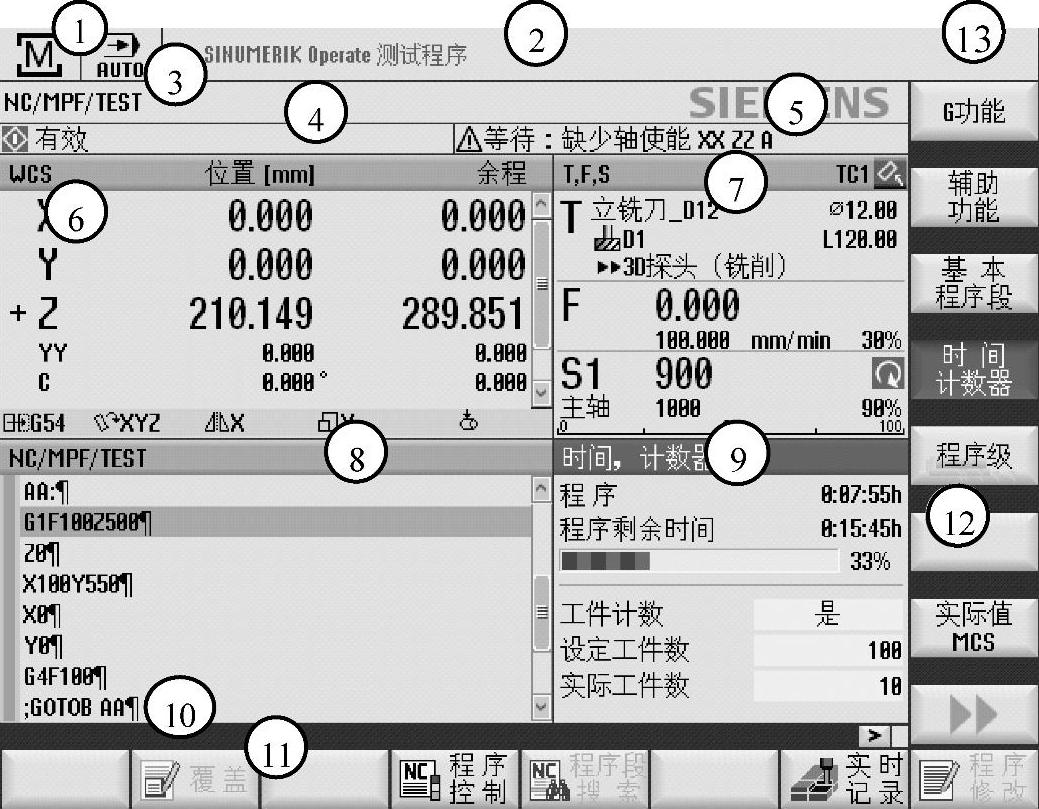
图2-8 屏幕界面信息区域划分
现将各分区的功能说明如下:
(1)有效操作区域和操作模式
1)操作区域包括:加工 、参数
、参数 、程序
、程序 、程序管理器
、程序管理器 、诊断
、诊断 、调试
、调试 。
。
2)操作模式包括: 、
、 、
、 、
、 、
、 、
、 。
。
(2)报警或信息行
1)NC或PLC信息: 。信息编号和文本都以黑色字体显示。箭头表示存在多个有效的信息。
。信息编号和文本都以黑色字体显示。箭头表示存在多个有效的信息。
2)报警显示: ,会在红色背景下以白色字体显示报警编号“8080”;相应的报警文本“已经设置了7个选项,并且没有输入许可证密码”则以红色字体显示;箭头“↓”表示存在多个有效的报警;确认符号“
,会在红色背景下以白色字体显示报警编号“8080”;相应的报警文本“已经设置了7个选项,并且没有输入许可证密码”则以红色字体显示;箭头“↓”表示存在多个有效的报警;确认符号“ ”表示可以确认报警或者删除报警。
”表示可以确认报警或者删除报警。
3)来自NC程序的信息 没有编号,以绿色字体显示。
没有编号,以绿色字体显示。
(3)当前选择执行的程序名和程序路径 如NC/MPF/EXAMPLE。
(4)通道状态和程序控制
1) :使用“Reset”中断程序。
:使用“Reset”中断程序。
2) :正在处理程序。
:正在处理程序。
3) :用“Stop”中断程序。
:用“Stop”中断程序。
4) :显示有效的程序控制。
:显示有效的程序控制。
5)PRT:没有轴运行,程序测试模式。
6)DRY:空运行进给。
7)RG0:快速移动减速。
8)M01:编程停止1。
9)M101:编程停止2(名称可变)。
10)SB1:单程序段粗(程序仅在结束执行加工功能的程序段后停止)。
11)SB2:运算程序段(程序在结束每个程序段后停止)。
12)SB3:单程序段精(在循环中,程序仅在结束执行加工功能的程序段后停止)。
(5)通道运行信息
1) 停止:需要操作,如
停止:需要操作,如 。
。
2) 等待:不需要操作。
等待:不需要操作。
(6)实际值窗口中的轴位置显示
1) 或
或 :所显示的坐标可以参照机床坐标系或者工件坐标系。通过软键
:所显示的坐标可以参照机床坐标系或者工件坐标系。通过软键 在机床坐标系MCS与工件坐标系WCS之间进行显示切换。
在机床坐标系MCS与工件坐标系WCS之间进行显示切换。
2) :所显示轴的位置。
:所显示轴的位置。
3) :程序运行中显示当前NC程序段的剩余行程。
:程序运行中显示当前NC程序段的剩余行程。
4) :显示手动方式下已运行的轴行程差值。只有在子运行方式“Repos”下可以显示此信息。
:显示手动方式下已运行的轴行程差值。只有在子运行方式“Repos”下可以显示此信息。
5) 夹紧回转轴。
夹紧回转轴。
6) :显示当前激活的工件坐标系以及转换功能。
:显示当前激活的工件坐标系以及转换功能。
(7)T,F,S窗口显示的内容
1)有效刀具T
① :当前刀具的名称。
:当前刀具的名称。
② :当前刀具的刀沿号D。
:当前刀具的刀沿号D。
③ :相应刀沿位置显示的刀具类型符号。
:相应刀沿位置显示的刀具类型符号。
④ :预选刀具的名称。在ISO模式下会显示H编号,而不是刀沿号。
:预选刀具的名称。在ISO模式下会显示H编号,而不是刀沿号。
⑤ :ϕ为当前刀具的直径,如果是R则为当前刀具半径。
:ϕ为当前刀具的直径,如果是R则为当前刀具半径。
⑥ :当前刀具长度。
:当前刀具长度。
2)当前进给率F
① 禁止进给。
禁止进给。
② :进给率实际值。
:进给率实际值。
③ :若有多个轴运行,则在“JOG”模式中显示运行轴的轴进给率;在“MDA”和“AUTO”模式中显示编程的轴进给率。
:若有多个轴运行,则在“JOG”模式中显示运行轴的轴进给率;在“MDA”和“AUTO”模式中显示编程的轴进给率。
④快速移动:G00有效。
⑤0.000:没有进给被激活。
⑥30%:倍率,以百分比显示。
3)当前状态的生效主轴(S)
① :选择S1主轴,根据主轴编号和主轴标志进行选择。
:选择S1主轴,根据主轴编号和主轴标志进行选择。
② :实际转速值(主轴旋转时,显示字体较大)。
:实际转速值(主轴旋转时,显示字体较大)。
③ :转速设定值(始终显示,定位时也显示)。
:转速设定值(始终显示,定位时也显示)。
④ :倍率,以百分比显示。
:倍率,以百分比显示。
4)主轴状态符号
① :主轴未释放。
:主轴未释放。
② :主轴顺时针旋转。
:主轴顺时针旋转。
③ :主轴逆时针旋转。
:主轴逆时针旋转。
④ :主轴静止。
:主轴静止。
⑤主轴负载以百分比表示。
(8)加工窗口 在当前程序段显示的窗口中可以看到目前正在处理的程序段。在运行的程序中,操作者可以获得以下信息:标题行中为工件或者程序名,正在处理的程序段显示为彩色。
(9)辅助信息窗口 显示有效G功能、辅助功能,以及用于不同功能的输入窗口。例如:程序段搜索、程序控制。
(10)用于显示其他用户说明或提示信息 如“待生成程序的名称尚未输入”。
(11)水平软键栏
(12)垂直软键栏
(13)系统时间显示 如 ,如果当前有报警或信息显示,系统时间会被覆盖。
,如果当前有报警或信息显示,系统时间会被覆盖。