5.11.1 暂停时间(G4)
(1)指令功能 使用G4可以在两个程序段之间设定一个“暂停时间”,在此时间内工件加工中断。G4指令会中断连续路径运行。该指令在程序段有效,是非模态指令。
(2)编程格式
G4 F...
G4 S...
G4 S<n>=... ;G4必须在单独的NC程序段中设定
(3)指令参数说明。
G4:激活暂停时间。
F:在地址F下设定暂停时间,单位为s。
S:在地址S下设定暂停时间,单位为r(主轴转数)。
S<n>=:通过数字扩展符可以设定暂停时间生效的主轴的编号<n>。若未设定数字扩展符(S),则暂停时间生效于主主轴。
只有在G4程序段中时,地址F和S才用于设定时间。在G4程序段之前设定的进给率F和主轴转速S被保留。
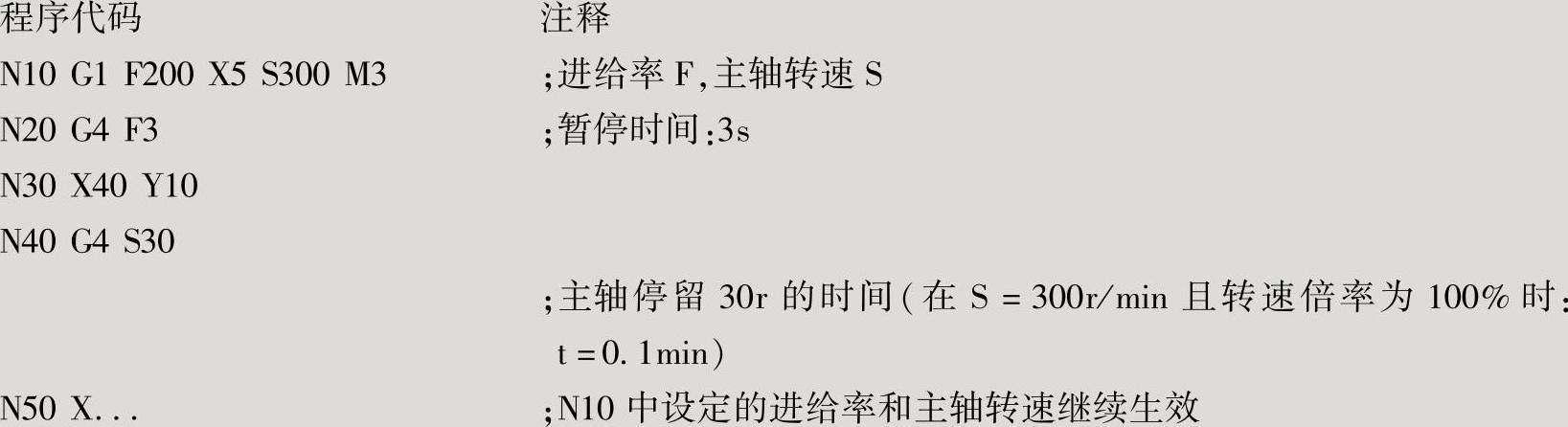
(4)编程示例