2.2.6 测量工件
(1)手动测量工件的步骤 依次按 ,如图2-15所示。
,如图2-15所示。
(2)测量工件的方式 测量工件的方式有以下几种:
1) 边对齐。
边对齐。
2) 2个边沿的间距。
2个边沿的间距。
3) 直角。
直角。
4) 任意角。
任意角。
5) 矩形腔。
矩形腔。
6) 1个孔。
1个孔。
7) 2个孔。
2个孔。
8) 3个孔。
3个孔。
9) 4个孔。
4个孔。
10) 矩形凸台。
矩形凸台。
11) 1个圆形凸台。
1个圆形凸台。
12) 2个圆形凸台。
2个圆形凸台。
13) 3个圆形凸台。
3个圆形凸台。
14) 4个圆形凸台。
4个圆形凸台。
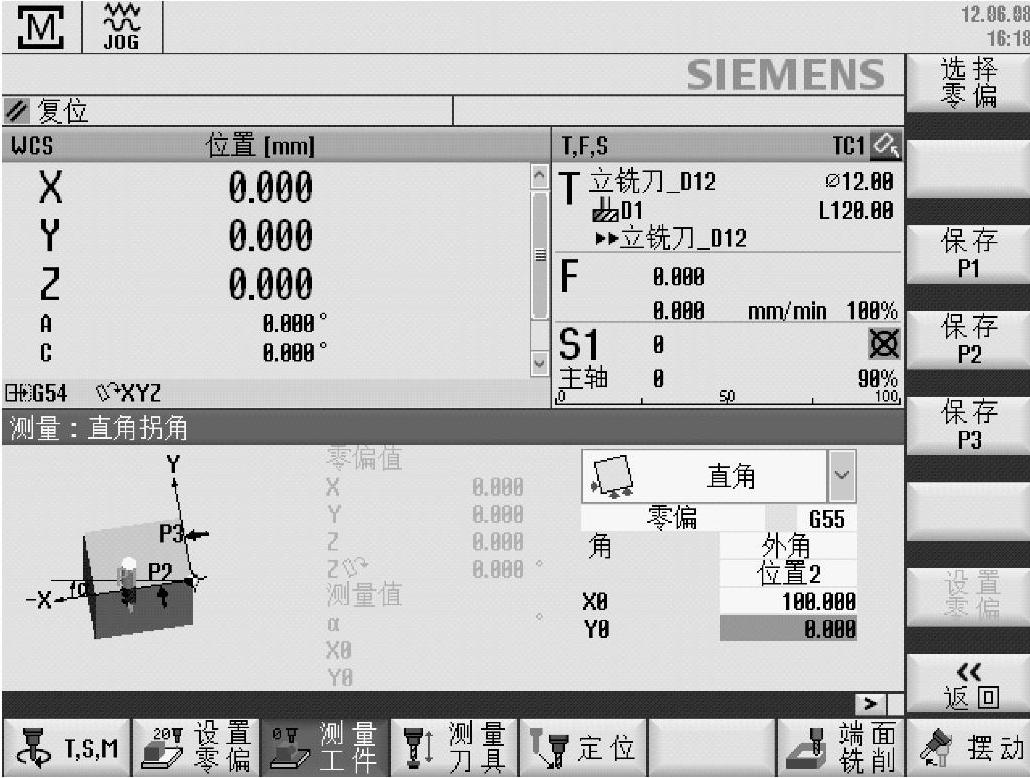
图2-15 手动测量工件
15) 平面对齐。
平面对齐。
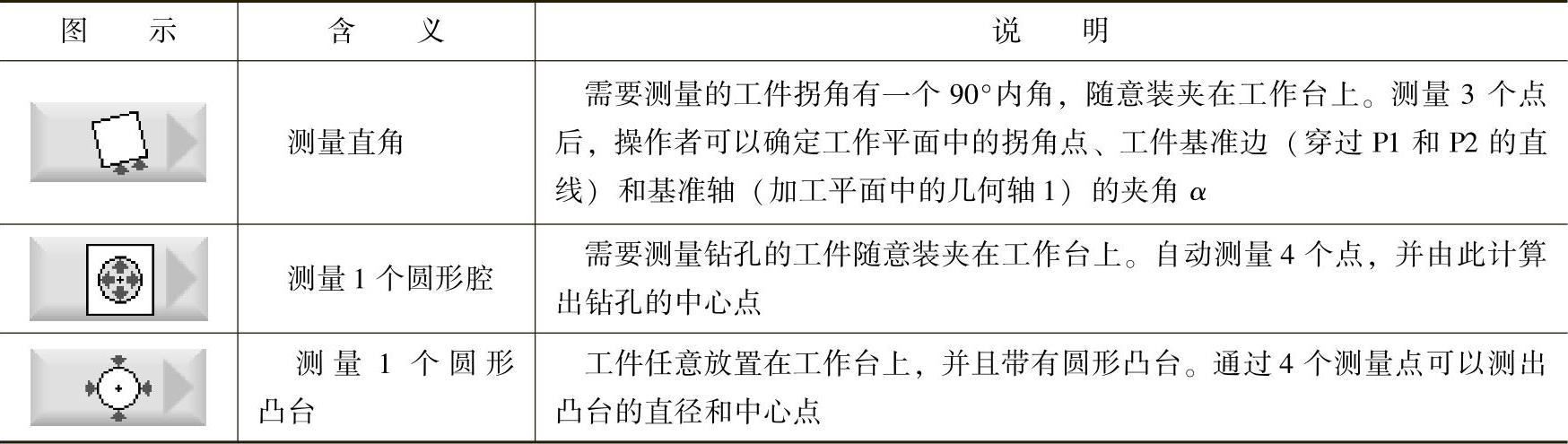
以手动方式将刀具逼近工件,利用已知半径与长度的寻边器、测量块或指针测量仪,或任意已知半径与长度的参考刀具。用于测量的参考刀具不允许为3D测头。常用的测量位置方式及其说明见表2-4。
表2-4 常用的测量位置方式及其说明

(续)
说明:前提条件:手动测量工件零点时,将任意刀具插入主轴中进行对刀;自动测量工件零点时,将电子工件测头插入主轴中,并激活测头。
(3)边对齐测量方式 边对齐(校准边沿)的操作步骤如下:
1)更换参考刀具或寻边器到主轴。
2)依次按 →
→ →
→ →
→ ,如图2-16所示。
,如图2-16所示。
3)选择测量值处理方式:按软键〖仅测量〗或〖零偏〗保存到指定零偏(如G54)。
4)按软键〖选择零偏〗进入零偏列表,移动光标选择指定的零点偏移,然后按软键〖选择零偏〗重新返回到测量窗口。
5)在测量轴中选择需要的轴以及测量方向(+或-)。
6)输入工件边沿与基准轴之间的设定角α。
7)手动移动刀具到工件边沿测量位置1,按软键〖保存P1〗。
8)手动移动刀具到工件边沿测量位置2,按软键〖保存P2〗。
9)按软键〖设置零偏〗,计算后显示工件边沿与基准轴的夹角α,并激活相应零偏及旋转角度。
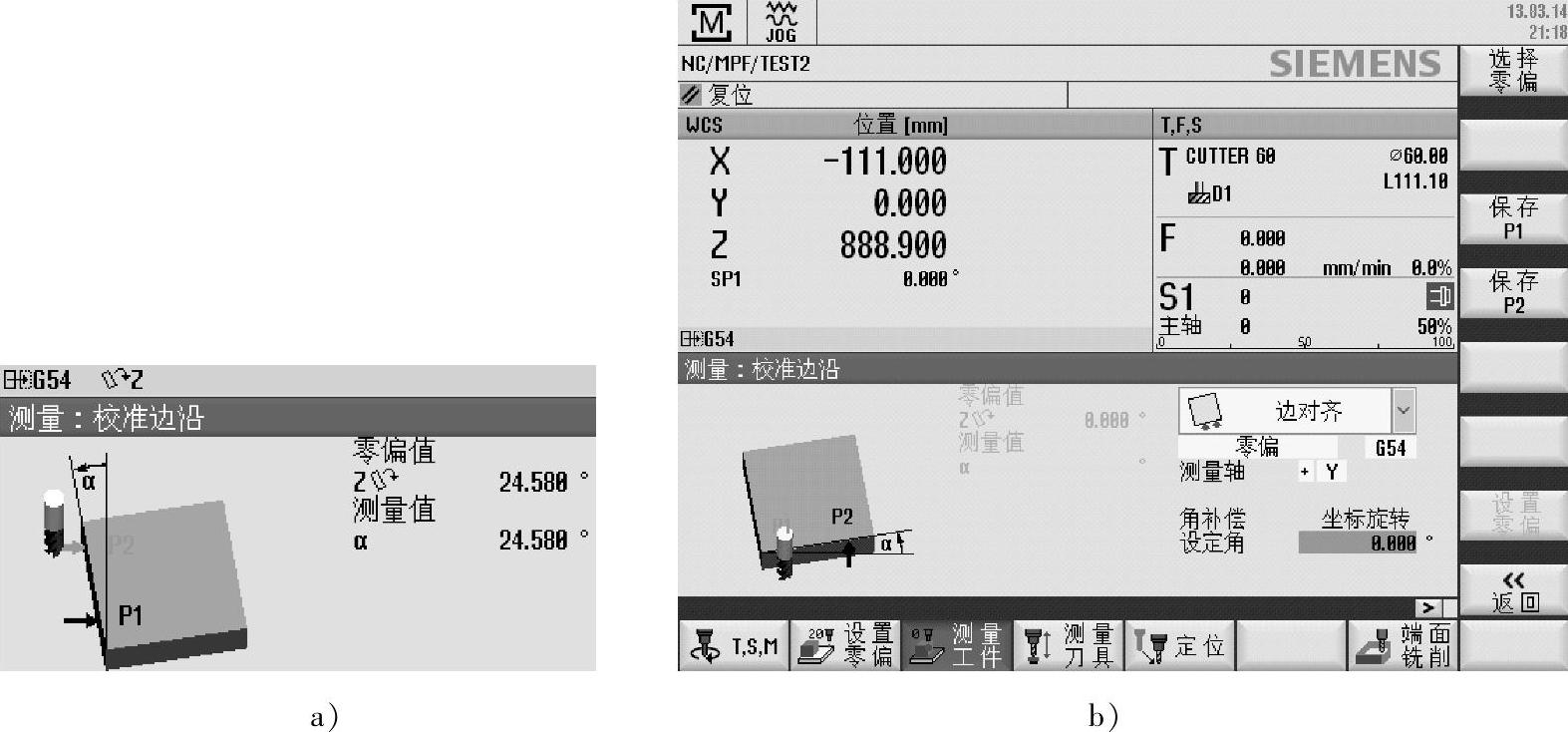
图2-16 测量工件
a)校准边沿 b)边对齐
(4)设置工件零点 可以选择手动方式或自动方式测量工件零点。手动测量可以采用“设置边”方式。设置边的操作步骤如下:
1)更换参考刀具或寻边器到主轴。
2)依次按 →
→ →
→ →
→ 。
。
3)选择测量轴(如Z轴): 、
、 或
或 。
。
4)选择测量值的处理方式:按软键〖仅测量〗或〖零偏〗保存到指定零偏(如G54)。
5)输入工件上平面位置在G54坐标系的设定值,如Z0=0。
6)手动移动刀具到工件上平面位置,按软键〖设置零偏〗,系统自动计算后将当前Z轴位置的偏置值输入到G54坐标系中,并显示工件测量轴的边沿测量值,同时当前激活的G54坐标系Z轴位置显示变为0.000,如图2-17所示。
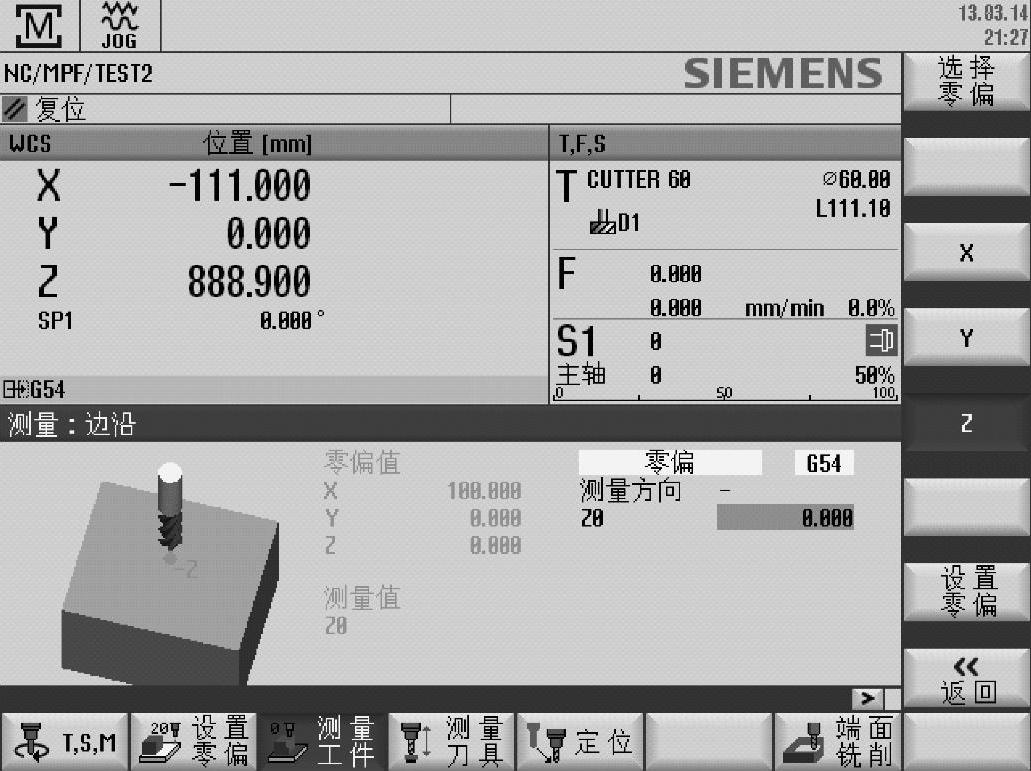
图2-17 设置工件零点