3.5.5 进给率(G93,G94,G95,F)
(1)指令功能 使用这些指令可以在NC程序中为所有参与加工工序的轴设置进给率。
(2)编程格式
G93/G94/G95
F...
(3)指令参数说明
G93:反比时间进给率(1/min)。
G94:线性进给率,单位为mm/min、in/min或(°)/min。
G95:旋转进给率,单位为mm/r或ft/r。以主轴转数为基准,通常为切削主轴或车床上的主轴。
F...:参与运行的几何轴的进给速度。G93、G94、G95设置的单位有效。
指令G93、G94和G95为模态有效。如果在G93、G94和G95之间进行了切换,必须重新编程轨迹进给值。使用回转轴加工时,进给率也可以用单位(°)/min来设定。
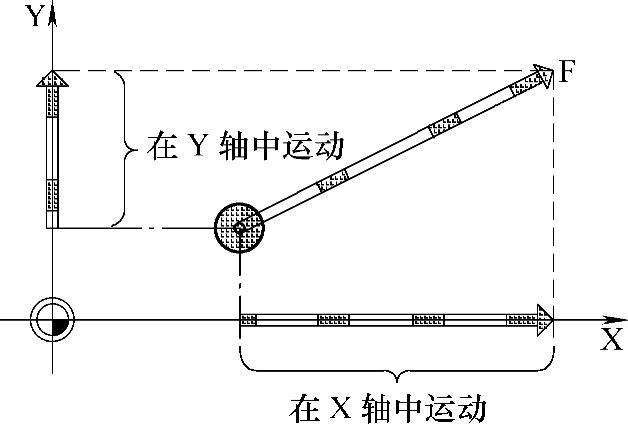
图3-17 轨迹轴进给速度(F)
通常情况下,轨迹轴进给速度F由所有参与几何轴运动的单个的速度分量组成,并且以刀具的刀位点为基准,如图3-17。
(4)通过地址F设定进给速度 每个NC程序段中只能设定一个F值。通过G指令G93、G94、G95确定进给速度的单位。进给率F只对轨迹轴有效(模态),并且直到设定新的进给值之前一直有效。地址F之后允许使用分隔符。
编程示例:
F100或F 100
F=2∗FEED
(5)反比时间进给率(G93) 说明了在一个程序段内执行运行指令所需要的时间。
编程示例:
N10 G93 G1 X100 F2 ;编程的轨迹行程在0.5min内运行完毕,如图3-18所示。
如果各程序段的轨迹长度差别很大,则在使用G93编程时应在每个程序段中确定一个新的F值。使用回转轴加工时,进给率也可以用单位(°)/min设定。
(6)计算回转轴的切线速度 根据公式计算回转轴的切线速度
F=ωπD
式中 F——切线速度(mm/min);
ω——角度速度[(°)/min];
D——直径(mm/360°)。
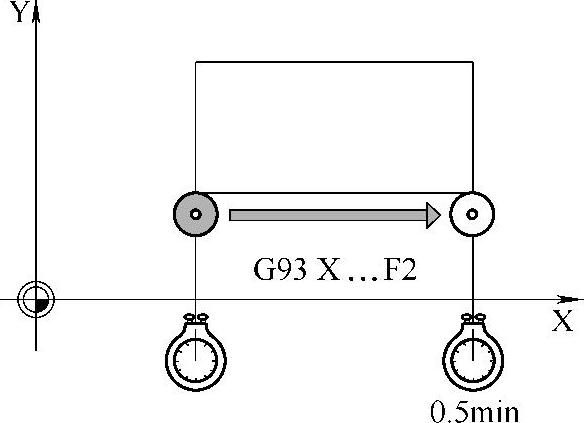
图3-18 反比例进给率G93