8.4 水平分布的纵向槽循环指令(SLOT1)加工编程
2025年10月13日
8.4 水平分布的纵向槽循环指令(SLOT1)
加工编程
在828D数控系统中,纵向槽循环指令(SLOT1)已经不同于某些系统型号(如802D)同名称的圆弧槽循环指令(SLOT1)。从参数输入的对话框中可以看到不仅取消了槽的数量参数,而且描述参考点位置的方法也发生了变化。
如图8-6所示的5个纵向槽图形尺寸,槽的图形尺寸相同,槽的起始角度均为90°,长度为28mm,宽度为8mm,槽深为5mm。但是描述槽本身的参考点位置分布在不同的5个位置上。
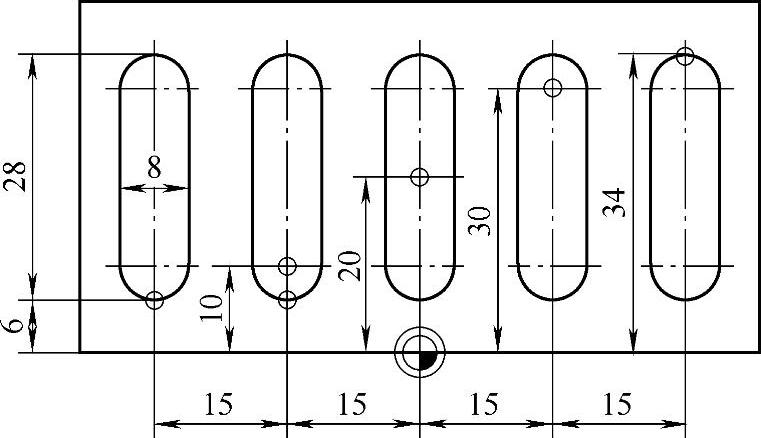
图8-6 纵向槽尺寸及参考点位置分布
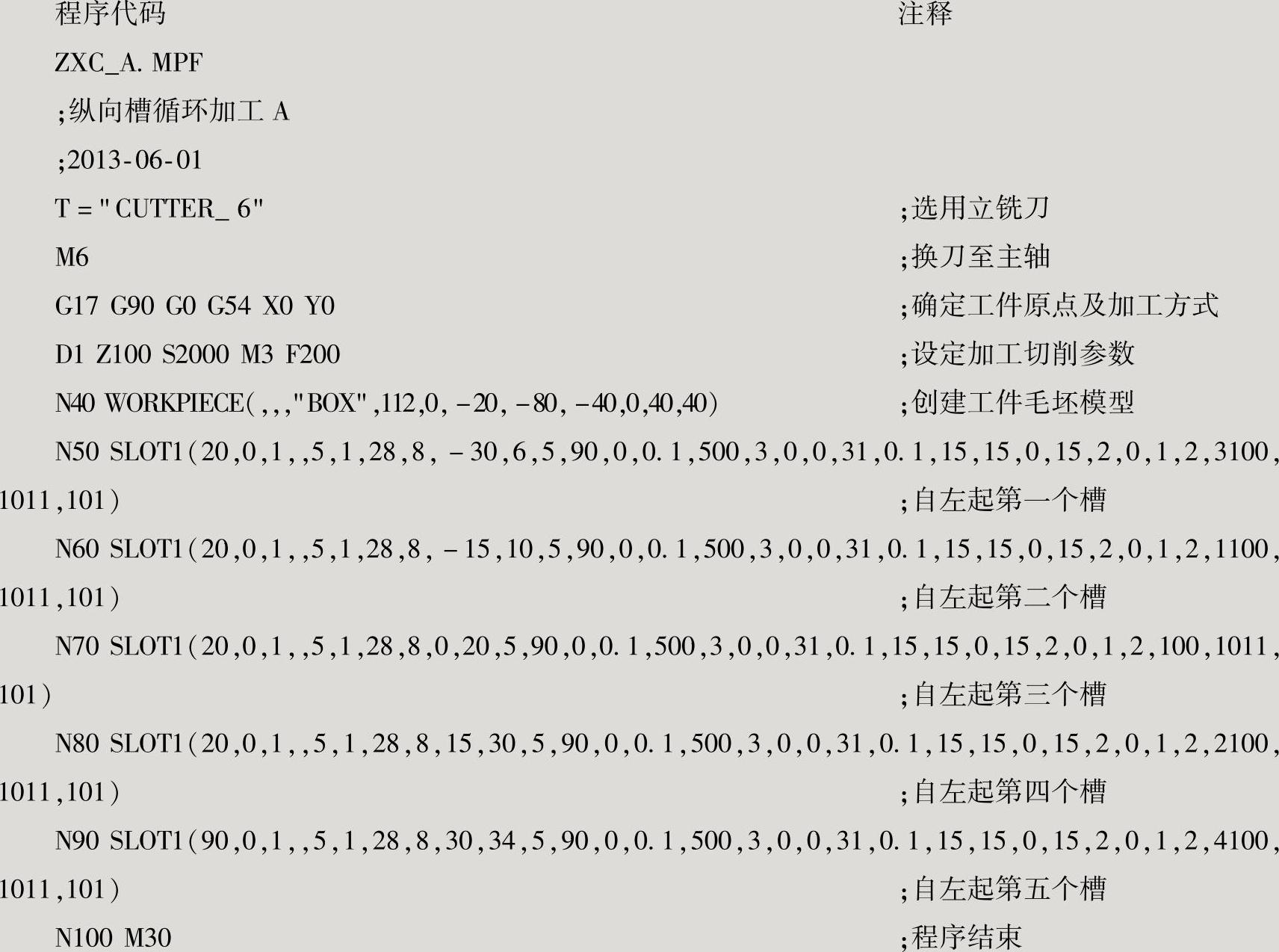
图8-6所示图形的编程思路之一,是使用独立位置方法编写5个纵向槽的加工程序。即在单独位置模式下,依次使用每个纵向槽的参考点编写一个纵向槽循环指令,注意返回平面位置不同。刀具为ϕ6mm的键槽立铣刀,采用往复下刀方式加工。
参考程序如下:
编程思路之二,是使用模式位置方法编写5个纵向槽的加工程序。这时需要指定统一的参考点位置,如纵向槽的中心位置。注意返回平面位置是相同的。
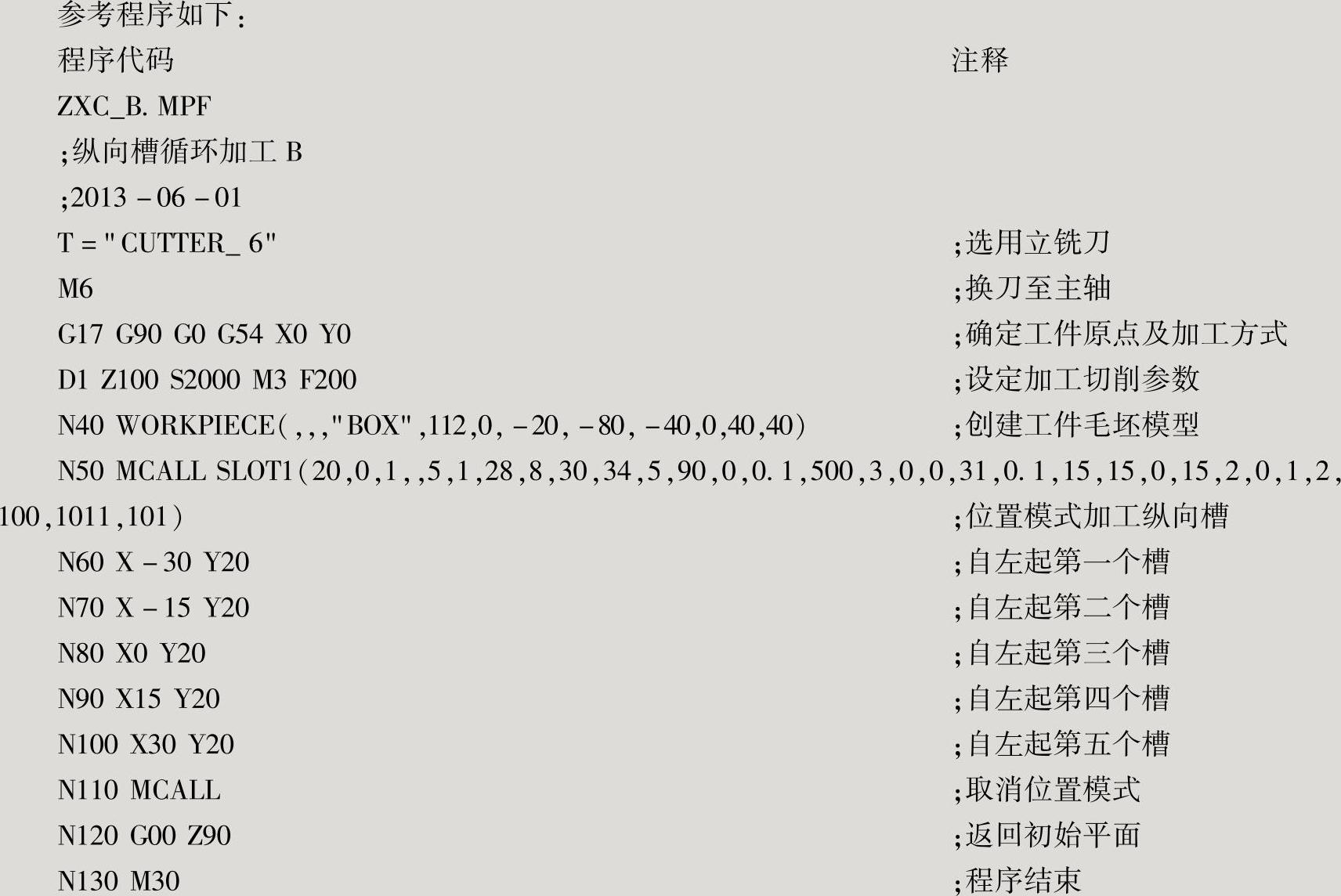
注意,程序中N70~N100行中的Y20坐标虽然数值相同,但是不能省略,若省略不写,执行程序时会发现自第二个槽开始,后面的四个槽依次向下偏移10mm。
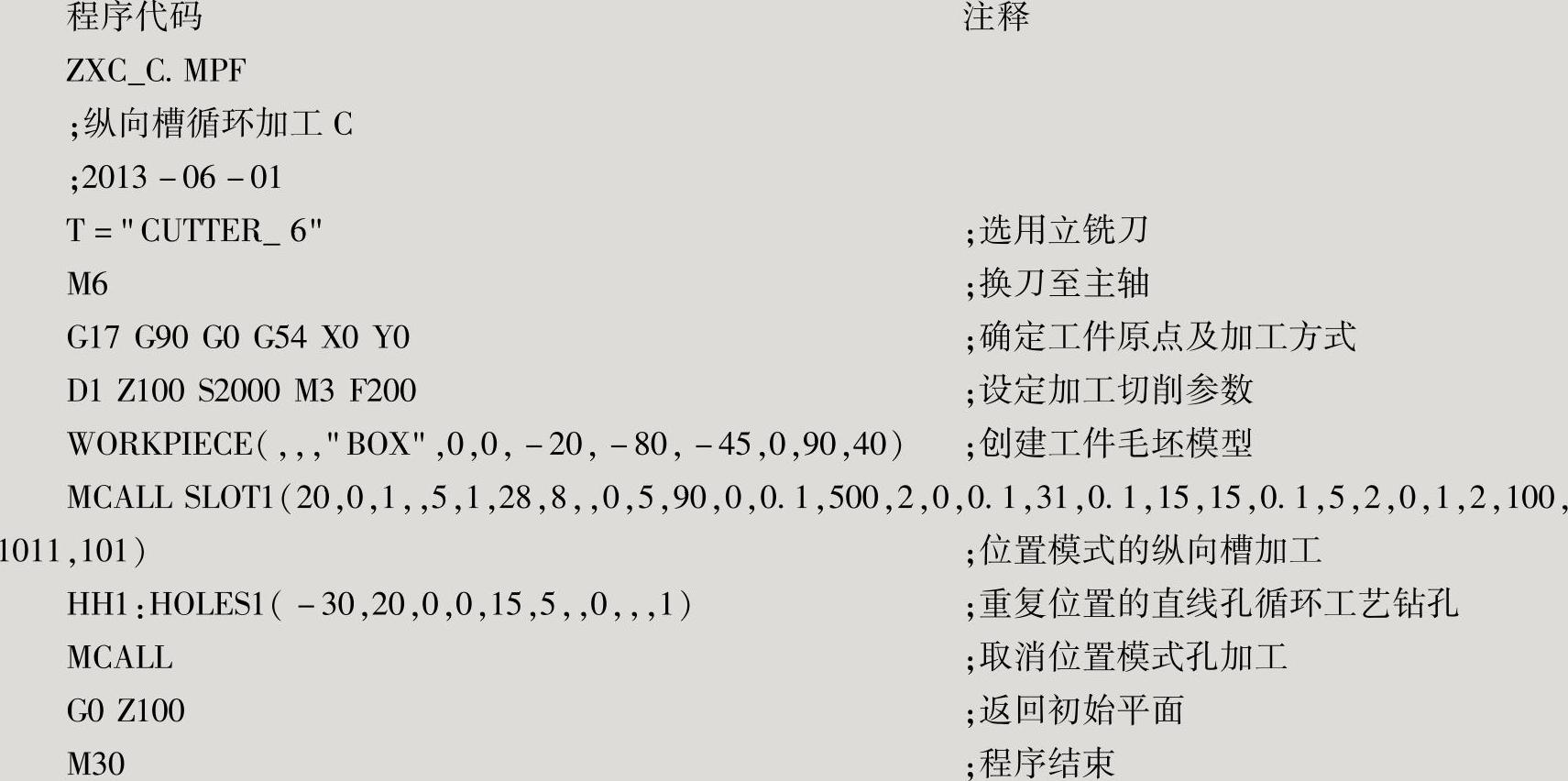
编程思路之三,是使用直线孔循环指令(HOLES1)工艺钻孔模式编写5个纵向槽的加工程序。
根据纵向槽循环加工的特点,指定纵向槽的中部为下刀位置,采用钻工艺孔方式引导完成5个纵向槽的加工。程序结构非常简洁。
参考程序如下: