3.8.3
沿半圆圆弧切线切入(G347,G348,DISR=...,DISCL=...,FAD=...)
(1)编程格式
1)沿半圆圆弧切线切入。
G347 G41 DISR=... DISCL=... FAD=... F... X... Y... Z...
2)沿半圆圆弧切线切出
G348 G40 DISR=... DISCL=... FAD=... F... X... Y... Z...
(2)指令参数说明
其参数说明与3.8.2节相同。
(3)编程示例
在平面中沿半圆圆弧平滑切入或切出工件,如图3-40所示。
切入工件的刀具轨迹 注释
N10 T1…G17 ;激活刀具、选择X/Y平面
N20 G0 X35 Y-20 F400 ;快速定位P0点
N30 G42 G347 DISR=20 F500 X5 Y5 ;圆弧切入轮廓起点P4,圆弧半径为20mm
N40 G1 X80 ;轮廓中继续
…
切出工件的刀具轨迹
…
N100 G41…
N110 X5 Y5 ;P4点为轮廓的终点
N120 G40 G348 DISR=20 F900 X35 Y-20 ;取消刀具补偿并沿圆弧切出,至编程的P0点
…
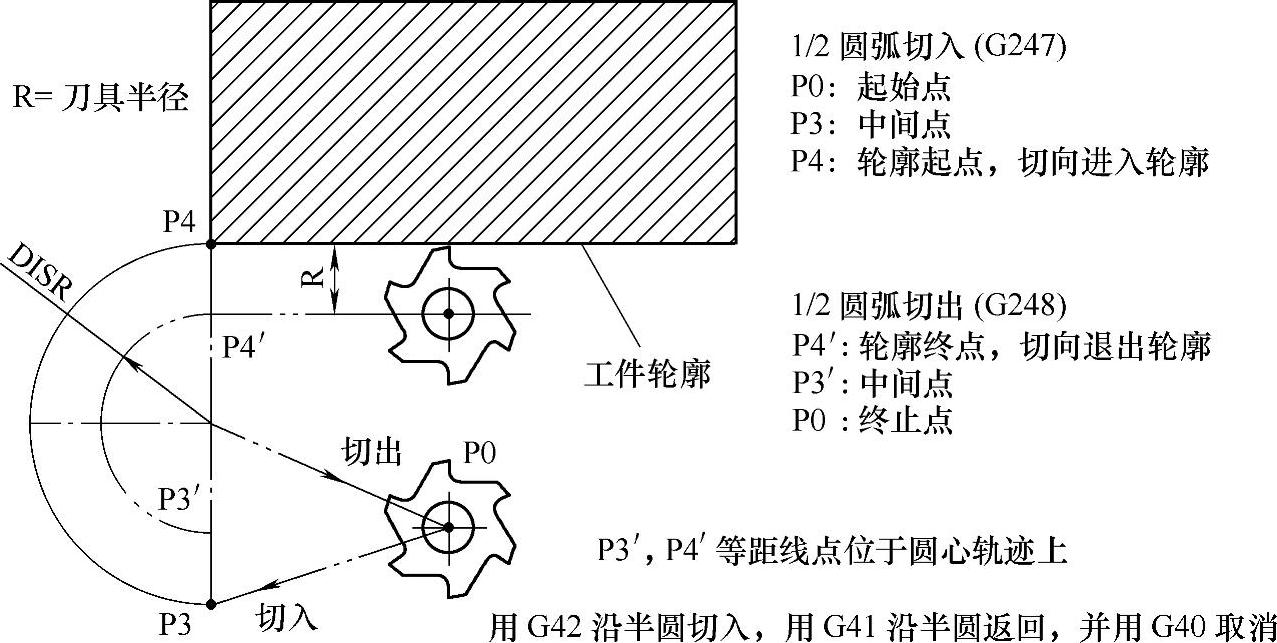
图3-40 沿1/2(半圆)圆弧切线切入、切出工件轮廓