7.4.2 钻孔循环(CYCLE82)
(1)指令功能
1)使用“钻孔”循环,钻头刀具以写入程序中的主轴转速和进给速度,对单个孔或多个孔进行钻削加工至编写的最终钻孔深度(相对于刀杆或刀尖)的位置。
2)在到达钻削深度处停留的时间后,刀具退回至“返回平面”位置。
(2)编译后的程序格式参数列表 CYCLE82(REAL RTP,REAL RFP,REAL SDIS,REAL DP,REAL DPR,REAL DTB,INT_GMODE,INT_DMODE,INT_AMODE)。
(3)编程操作界面 钻孔循环(CYCLE82)尺寸标注图样及参数对话框如图7-8所示,编程操作界面说明见表7-3。
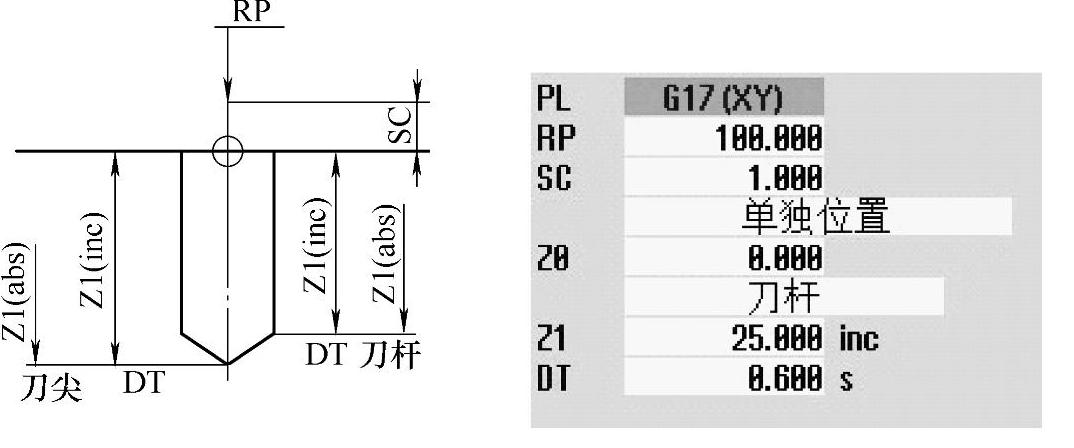
图7-8 钻孔标注尺寸标注图样及参数对话框
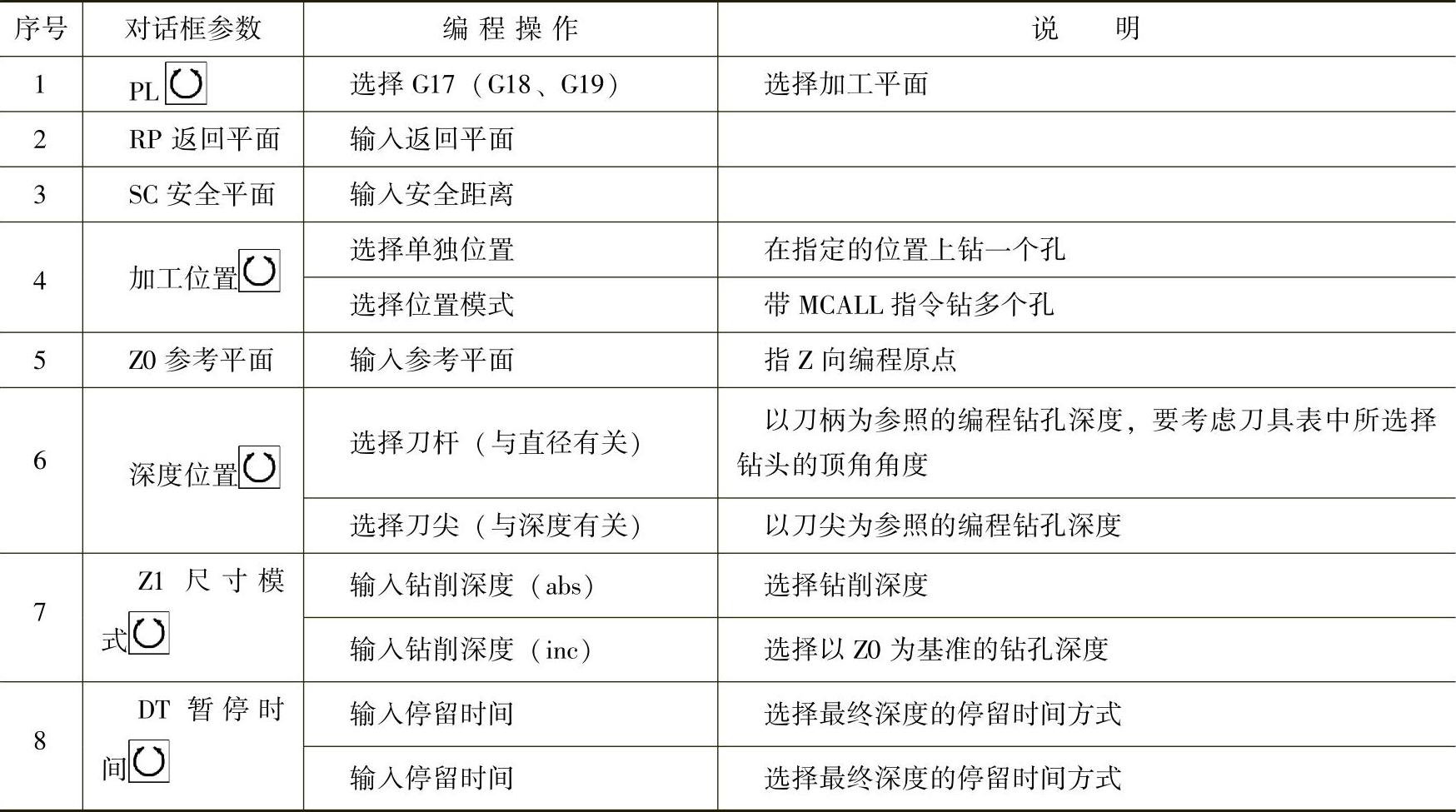
表7-3 钻孔循环编程操作界面说明
使用SRIMERIK系列数控系统的标准循环指令编写加工程序时,对图样尺寸的标注形式有一定的要求。SINUMERIK 828D数控系统就此进行了较大改进,更加满足,也更加适应了实际生产图样的具体情况,当然,该循环指令的参数输入界面的数据也增加了一些。
如图7-9所示,钻孔加工和钻中心孔加工的尺寸标注形式一般有两种,实际加工效果是一样的。例如钻孔尺寸除了直径尺寸ϕ2外,还可以标注L1或L3,隐含着钻头的钻削顶角尺寸(默认值为118°,828D系统考虑到这个因素,在刀具存储器中增加了钻头顶角参数),不同顶角下的L3~L1的尺寸是不同的。如果选择“刀杆”定心方式,刀杆直径为10mm,选择尺寸L1,实际加工中系统会按照刀具表中所输入的顶角数据自动计算出L3,并按照L3的数据加工。按照L1=12尺寸编写的钻孔循环程序(按照钻尖对刀)运行时,在屏幕右侧尺寸软键中按软键〖基本程序段〗,就会弹出一个并列界面“基本程序段”,其中钻孔深度Z的数据并不是10,而是15.004。
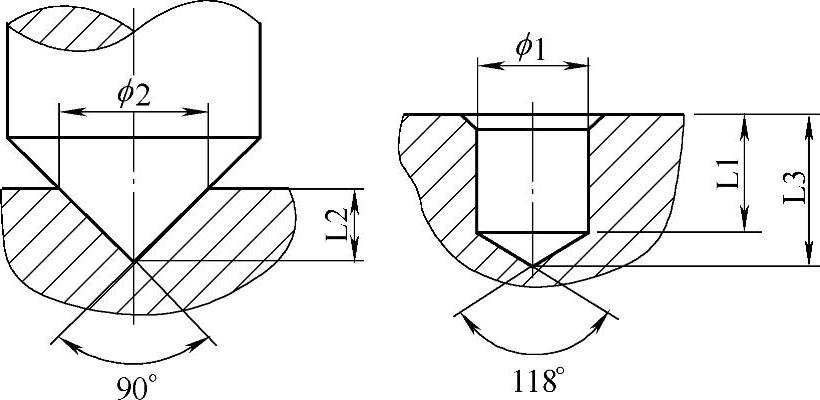
图7-9 钻中心孔和钻孔加工的尺寸标注形式
同理,钻中心孔循环的参数选择也是如此。因此,编程者可以根据图样尺寸标注的具体情况,选择相应的参数数据形式,即可完成符合实际图样的零件的加工任务。