5.11.4 回固定点运行(G75,G751)
(1)指令功能 使用逐段方式生效的G75或G751指令可以将单个轴独立地运行至机床区域中的固定点,比如换刀点、上料点、托盘更换点等。
固定点为机床数据(MD30600$MA_FIX_POINT_POS[n])中储存的机床坐标系中的位置。每个轴最多可以定义4个固定点。
可在各NC程序中返回固定点,而不用考虑当前刀具或工件的位置。在运行轴之前执行内部预处理停止。可直接(G75)或者通过中间点(G751)返回固定点。
使用G75或G751返回固定点时,必须满足以下前提条件:
1)必须精确地计算固定点坐标并储存于机床数据中。
2)固定点必须处于有效的运行范围内(注意软件限位开关限值)。
3)待运行的轴必须返回参考点。
4)不允许激活刀具半径补偿。
5)不允许激活运动转换。
6)待运行的轴不可参与激活的转换。
7)待运行的轴不可为有效耦合中的从动轴。
8)待运行的轴不可为龙门连接中的轴。
9)编译循环不可接通运行分量。
(2)编程格式
G75<轴名称><轴位置>…FP=<n>
G751<轴名称><轴位置>…FP=<n>
(3)指令参数说明
G75:直接返回固定点。
G751:通过中间点返回固定点。
<轴名称>:需要运行至固定点的机床轴的名称,允许所有的轴名称。
<轴位置>:在G75程序段中设定的位置值无意义。因此通常设定为“0”值。在G751程序段中,此时必须将待逼近的中间点设定为位置值。
FP=:应当返回的固定点。
<n>:固定点编号。取值范围为1、2、3、4。
(4)编程示例
例1 编写G75指令返回固定点。
需要将X轴(=AX1)和Z轴(=AX3)运行到固定机床轴(MCS)位置1(X=151.6,Z=-17.3)处进行换刀。
机床数据:MD30600$MA_FIX_POINT_POS[AX1,0]=151.6,MD30600$MA_FIX_POINT[AX3,0]=17.3。
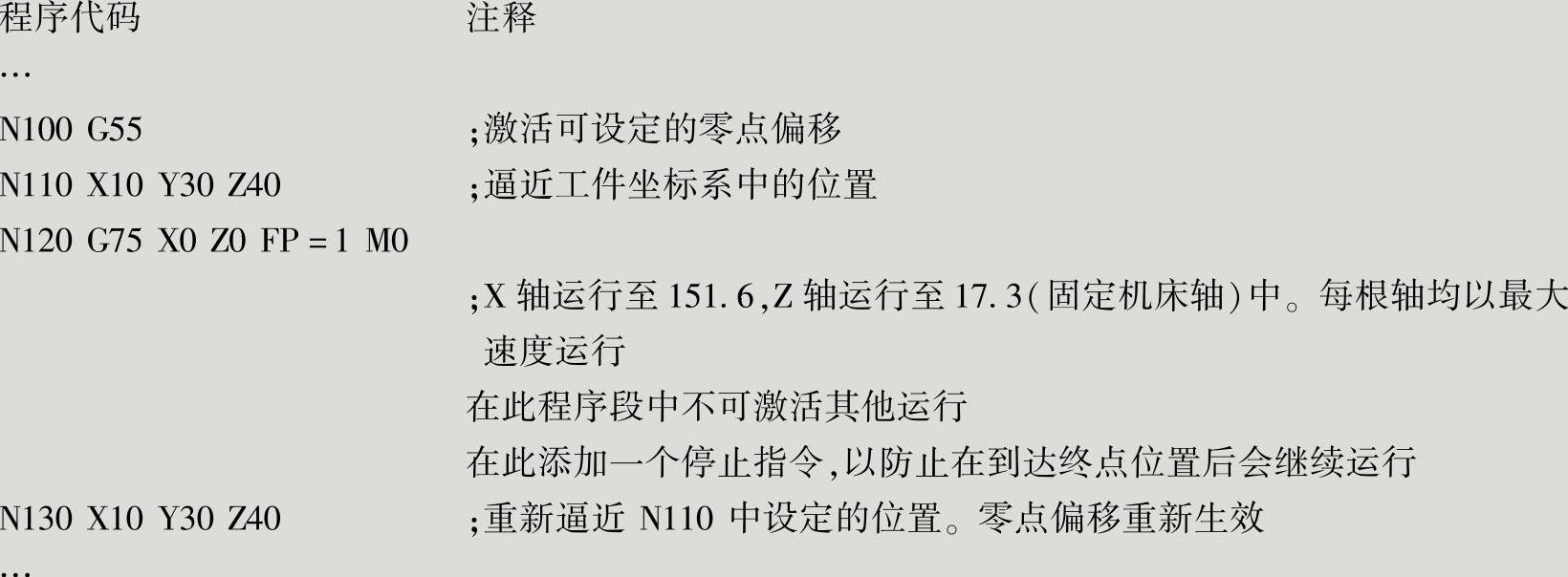
程序说明:如果激活了“带刀库的刀具管理”功能,则在G75运行结束时,辅助功能T...或M...(如M6)无法触发程序段转换禁止。其原因是“带刀库的刀具管理”功能被激活时,用于换刀的辅助功能不输出给PLC。
例2 编写G751指令返回固定点。先逼近位置X20 Z30,然后逼近机床轴固定点2。

(5)注意事项
1)未设定FP=<n>或固定点编号,或者设定FP=0时,它将被看做FP=1,并且执行向固定点1的返回运行。
2)地址FP的值不能大于为编程的每个轴设定的固定点的数量(MD30610$MA_NUM_FIX_POINT_POS)。
3)在一个G75或G751程序段中可以设定多个轴,这些轴将同时逼近设定的固定点。
4)在一个G75程序段中,将轴作为机床轴快速运行。运行通过内部功能“SUPA”(抑制所有框架)和“G0 RTLIOF”(进行单轴插补的快速运行)描述。如果不满足“RTLIOF”(单轴插补)的条件,则以轨迹返回固定点。到达固定点时,轴停止在公差窗口“精准停”内。
5)对于G751指令,无法设定不经过中间点而直接返回固定点的运行。
6)在一个G751程序段中,通过快速运行和激活的补偿(刀具补偿、框架等)逼近中间位置,此时轴进行插补运行。接下来像使用G75时一样执行向固定点的逼近运行。到达固定点后重新激活补偿(如G75)。
7)在G75或G751程序段编译时考虑采用以下轴向附加运行:外部零点偏移、DRF和同步偏移($AA_OFF)。之后不可再对轴的附加运行进行修改,直至通过G75或G751程序段编程运行结束。G75或G751程序段编译后的附加运行会使逼近的固定点产生偏移。
8)不考虑插补时间,系统始终不采用以下附加运行,因为这些功能会引起目标位置的偏移:在线刀具补偿和BCS(如MCS)中的编译循环的附加运行。
9)忽略所有生效的框架,在机床坐标系中运行。
10)坐标系专用的工作区域限制(WALCS0~WALCS10)在G75或G751程序段中不生效。将目标点作为下一个程序段的起点进行监控。
11)如果使用POSA或SPOSA运行了编程的进给轴或主轴,必须在返回固定点前结束该运行。
12)如果主轴没有进行“返回固定点”运行,可以在G75或G751程序段中附加编程主轴功能(比如使用SPOS或SPOSA进行定位)。