8.10 大赛试题加工编程分析
在数控技能大赛中快速、正确、安全地完成加工任务,是参赛选手的基本功。实现上述目标固然与多项因素有关,但选手对数控系统的熟悉程度,对数控系统指令的掌握情况和加工程序的编程技巧异常关键。特别是在编程时对细节的处理方法,也对实现上述目标有着重要的影响。
如图8-33所示为比赛中的图样,主要为两轴和两轴半铣削加工。类似的图样在数控大赛实操技能比赛的铣削加工图样中经常可以看到。该图样由多个典型图素构成,包括ϕ120mm圆柱台外形面(深10mm)、分布在ϕ120mm圆周上的内接正六边形凸台(深7mm)、6个在ϕ82mm圆周上分布的圆弧形长腰槽型腔部分(深4mm)、由ϕ60mm与ϕ46mm组成的圆凹槽(深6mm)及ϕ46mm孔(深25mm)。
就编写加工程序而言,可以使用基本指令完成每个图样的加工编程,但无疑是一项比较耗时的任务,需要细心完成图样基点和辅助点坐标数值的计算,规划刀具运行轨迹等前期编程的准备工作,编写出的加工程序也比较长。在早期的数控比赛中,大家多选择容易编制,容易调试,使用“后台编辑功能”的边编写程序边加工的所谓“模块化”的编程方式;后来采用CAM软件实现图形编程与传送加工程序的方式。实际上,采用标准铣削循环指令方式可以较好、较快地完成编程工作,且程序的编写质量也能得到可靠的保证。
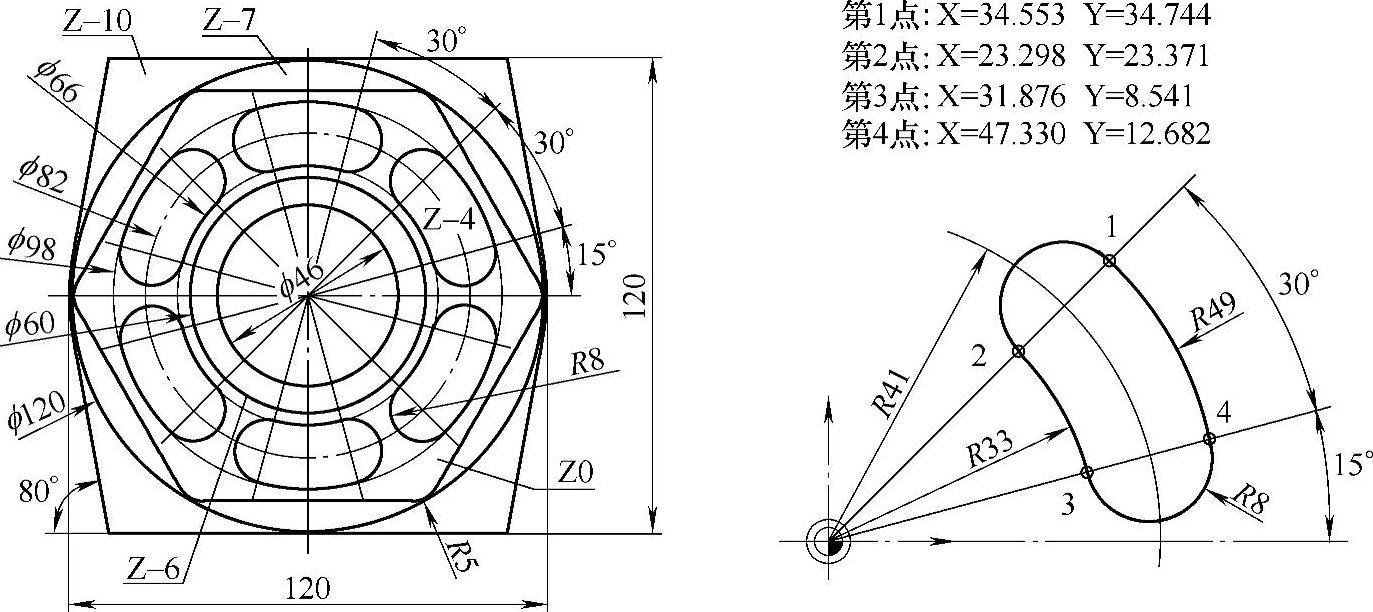
图8-33 典型图素尺寸及圆弧槽基点坐标
对于该零件上面的五个典型几何图素(两轴和两轴半铣削加工),选手很容易想到使用铣削循环指令圆凸台循环、多边形铣削循环、圆弧槽循环、圆形腔循环等指令来编写,既可以完成粗加工去料,又可以完成其精加工任务。除了外圆柱的编程之外,其余部分的编程与使用数控基本指令相比,无论是构思刀具轨迹、刀具半径补偿、精加工余量等工艺因素,还是六个相同图素位置的转移处理,都非常方便。且使用标准循环指令编写加工程序,除了保证主要参数填写或选择正确外,其余数值的处理工作均由数控系统内部完成,保证了程序运行的安全性和可靠性。
这里需要指出,每个铣削循环指令均有不同的加工方法,可以选择粗加工、精加工,合理地运用铣削循环指令也是编程者需要考虑的方面。虽然此处不探究零件在加工工艺设计与切削参数的选用,但是加工顺序先后的合理性问题是必须要考虑的,也与其编程指令的使用与编程方法有关。
零件的铣削加工过程设计如下:
毛坯外形120mm×120mm×25mm已经加工完成,采用机用虎钳及平行垫铁方式装夹工件。编程原点设定在工件上表面的对称中心处(G54)。仍然编写工件毛坯模型语句,以方便在程序模拟时观察刀具轨迹与工件的切削过程。
1)使用ϕ50mm端面圆柱形铣刀(T="EN50")完成ϕ120mm、高10mm的圆柱外形粗铣削加工,以及对角线长120mm、高7mm的六边形粗铣削加工。
2)使用ϕ20mm键槽圆柱形铣刀(T="EN20")完成由ϕ60mm与ϕ46mm组成的圆凹槽(深6mm)及ϕ46mm通孔(深25mm)粗铣削加工。
3)使用ϕ12mm端面圆柱形铣刀(T="EN12")完成粗、精铣削均布的深4mm的六个圆弧槽。
4)使用ϕ12mm圆柱形立铣刀(T="EN12"),完成ϕ120mm、高10mm的圆柱外形精加工,以及对角线长120mm、高7mm的六边形精加工,同时完成由ϕ60mm与ϕ46mm组成的圆凹槽(深6mm)及ϕ46mm通孔(深25mm)的精加工。
参考程序如下:
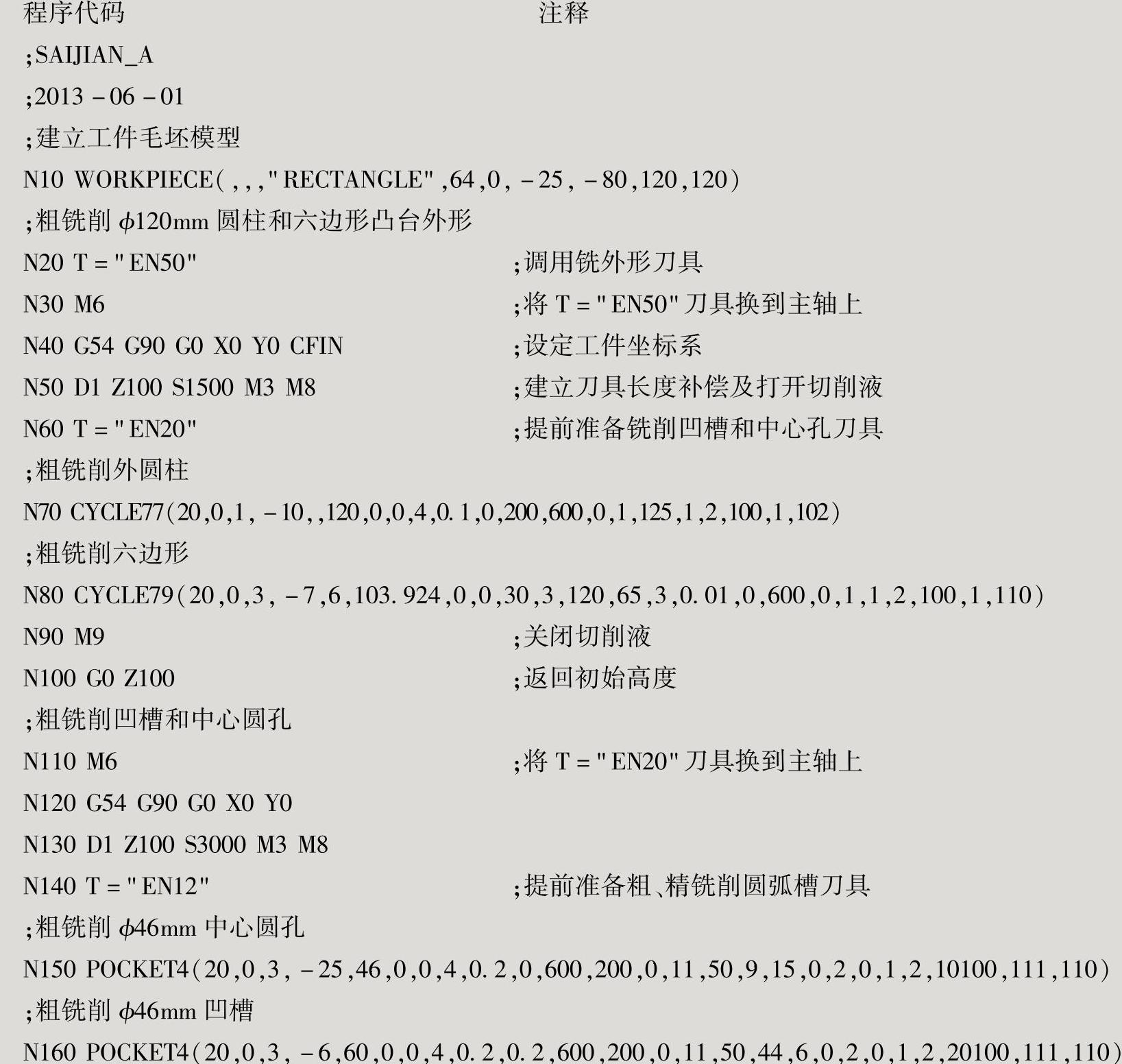
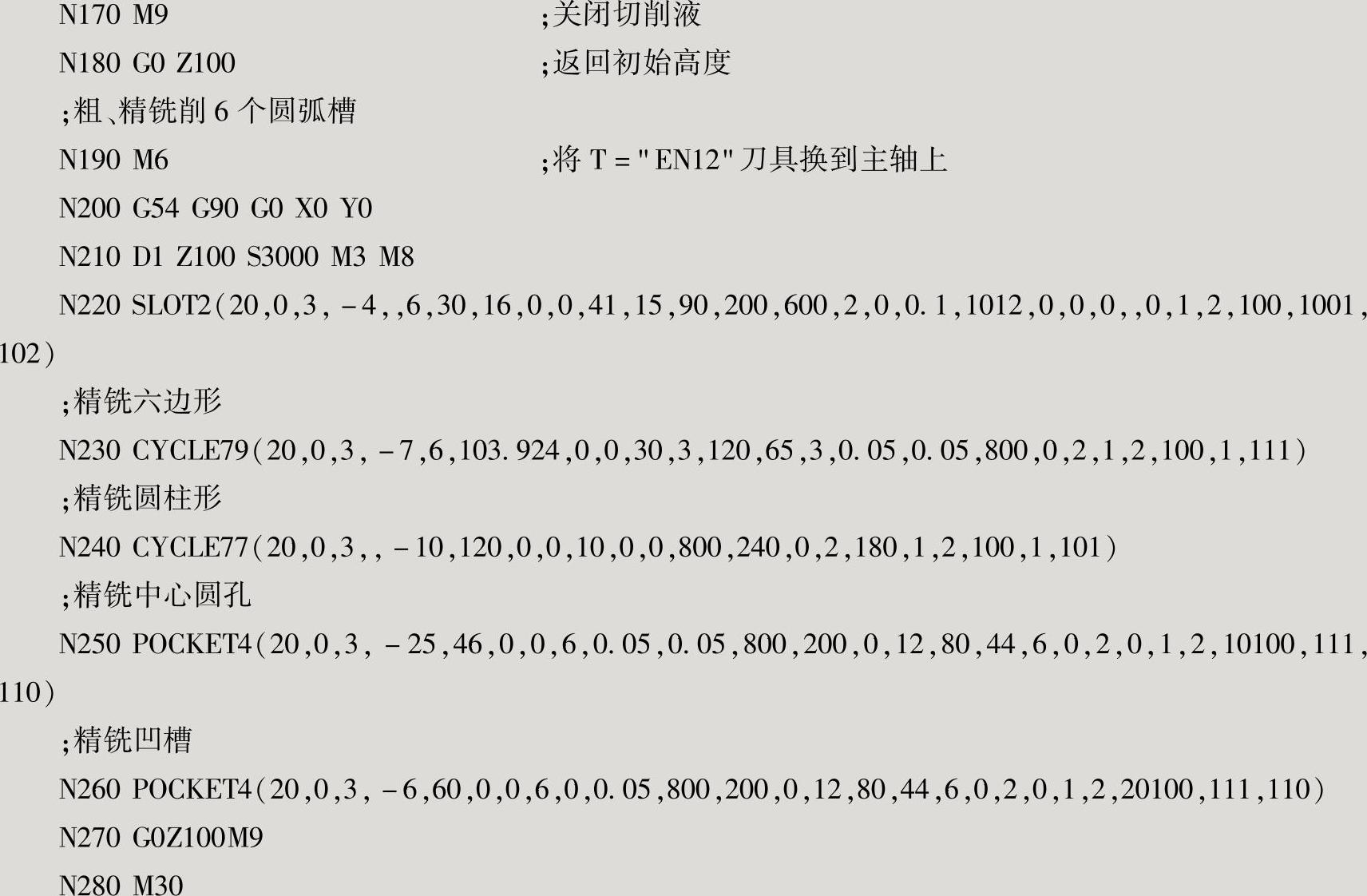
编程说明:
1)通过对上述程序的观察,该程序也是一个以刀具为对象的“模块化”程序(一个循环一个模块),调试及修改非常方便。
2)编程指令的选用可以是不同的。一方面是选手对系统循环指令的理解与掌握程度不同,另一方面还要根据所给图样尺寸标注的完整程度以及加工工艺的其他要求而定。相同的图样也可以采用不同的工艺循环指令。如由ϕ60mm与ϕ46mm组成的圆凹槽(深6mm)及ϕ46mm通孔的图样结构,编程的程序结构可以先使用圆形腔循环指令(POCKET4)完成ϕ46mm通孔的加工,再使用圆形腔循环指令(POCKET4)完成由ϕ60mm与ϕ46mm组成的圆凹槽(深6mm)加工的方式。
3)在编辑铣削循环指令参数时,对于下刀方式可以根据图形特点及选用的刀具情况灵活选用。如螺旋下刀方式、往复方式和直接下刀方式,读者可以在实践中体会不同下刀方式的特点。
4)在加工中心机床上可以采用提前准备下一把刀具,即将下一把刀具提前调到刀库的交换刀具位置(视刀库结构而定),可以缩短换刀时间。程序中输入Tn,刀库是否预选第n把刀,主要取决于刀库的结构。如果是任选方式,Tn才有相应动作。
5)可以在加工程序中加入切削液打开与关闭动作。
6)编程结构还可以使用轮廓调用(CYCLE62)与铣削型腔(CYCLE63)指令组合完成加工的方式。
参考程序如下:
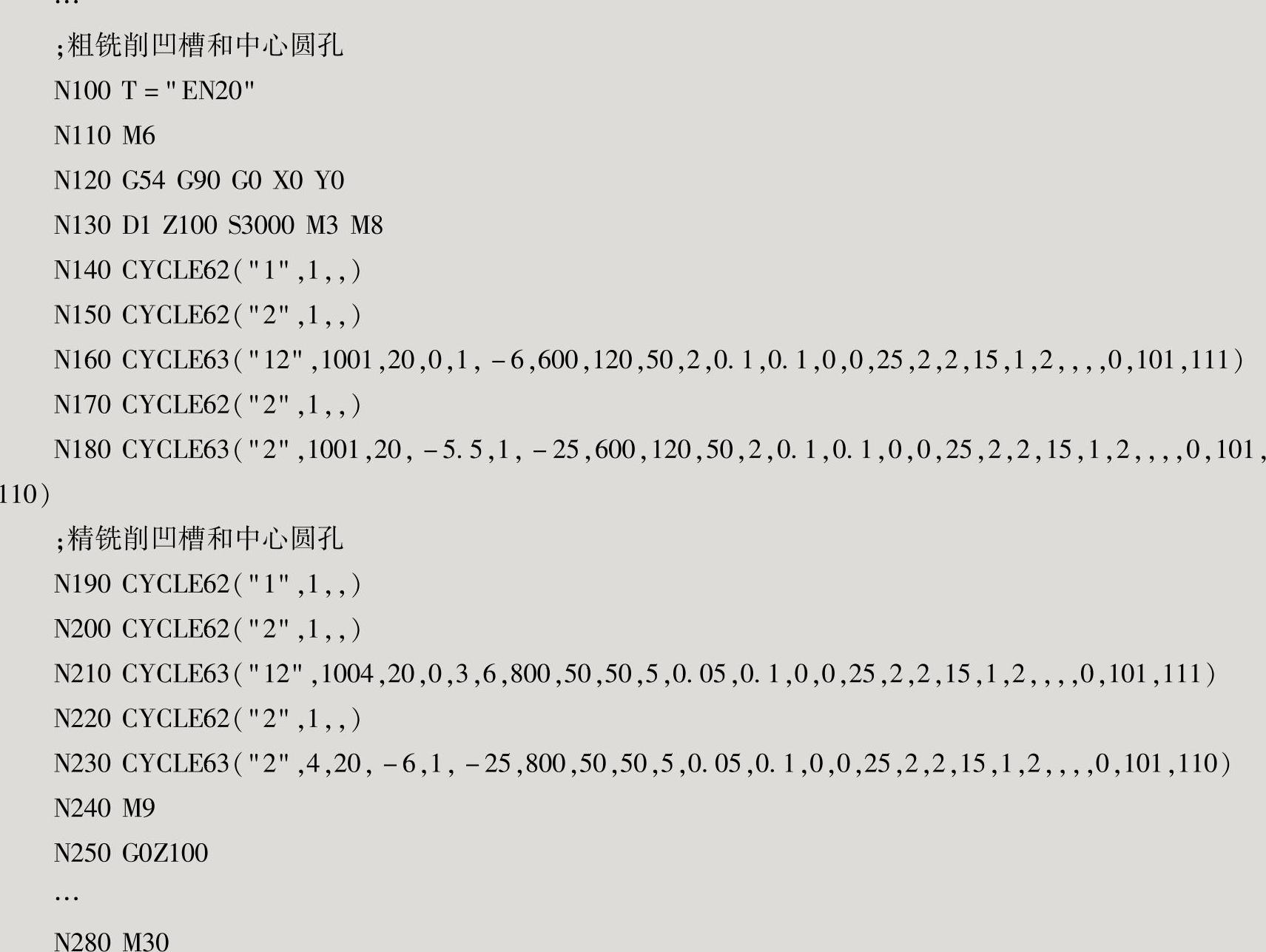
在M30语句后插入凹形槽及圆孔轮廓编写指令语句
N310 E_LAB_A_1: ;#SM Z:2
;#7__DlgK contour definition begin-Don′t change!;∗GP∗;∗RO∗;∗HD∗
G17 G90 DIAMOF;∗GP∗
G0 X30 Y0;∗GP∗
G3 X-30 I=AC(0)J=AC(0);∗GP∗
X30 I=AC(0)J=AC(0);∗GP∗
;CON,0,0.0000,2,2,MST:0,0,AX:X,Y,I,J;∗GP∗;∗RO∗;∗HD∗
;S,EX:30,EY:0;∗GP∗;∗RO∗;∗HD∗
;ACCW,EX:-30,EY:0,RAD:30;∗GP∗;∗RO∗;∗HD∗
;ACCW,EX:30,EY:0,RAD:30;∗GP∗;∗RO∗;∗HD∗
;#End contour definition end-Don′t change!;∗GP∗;∗RO∗;∗HD∗
E_LAB_E_1:
N320 E_LAB_A_2: ;#SM Z:3
;#7__DlgK contour definition begin-Don′t change!;∗GP∗;∗RO∗;∗HD∗
G17 G90 DIAMOF;∗GP∗
G0 X23 Y0;∗GP∗
G3 X-23 I=AC(0)J=AC(0);∗GP∗
X23 I=AC(0)J=AC(0);∗GP∗
;CON,0,0.0000,2,2,MST:0,0,AX:X,Y,I,J;∗GP∗;∗RO∗;∗HD∗
;S,EX:23,EY:0;∗GP∗;∗RO∗;∗HD∗
;ACCW,EX:-23,EY:0,RAD:23;∗GP∗;∗RO∗;∗HD∗
;ACCW,EX:23,EY:0,RAD:23;∗GP∗;∗RO∗;∗HD∗
;#End contour definition end-Don′t change!;∗GP∗;∗RO∗;∗HD∗
E_LAB_E_2: