7.5.9 敞开槽铣削循环(CYCLE899)
(1)指令功能 使用敞开槽铣削循环(CYCLE899)可以在平面上对一个两边开口的长方形槽进行粗加工、半精加工、精加工、侧壁精加工、底部精加工和倒角加工。该敞开槽可以在工件表面上正交放置,也可以斜向放置。根据机床和工件的情况,在粗加工时可以选择螺旋铣削和插铣进刀方式,对于较深的开口槽,可以极大地提高加工效率;在精加工时可以选择顺铣方式、逆铣方式或顺铣和逆铣混合方式。
1)采用螺旋铣进刀方式时应注意刀具直径的限制:
①粗加工:1/2槽宽(W)-精加工余量(UXY)≤铣刀直径(ϕ)。
②槽宽(W):最小=1.15×铣刀直径(ϕ)+精加工余量(UXY);
最大=2×铣刀直径(ϕ)+2×精加工余量(UXY)。
③径向进刀:最小=0.02×铣刀直径(ϕ);
最大=0.25×铣刀直径(ϕ)。
最大径向进刀取决于铣刀直径,对于硬性工件材料一般取较小的进刀量。
2)采用插铣进刀方式时应注意刀具直径的限制:槽的插铣(粗加工)加工是指铣刀在一定的进给率下沿着槽垂直插入工件进行加工,然后提升退回,并定位到下一插入点(在槽的左侧和右侧交替式插入)的加工方式。
①粗加工:1/2槽宽(W)-精加工余量(UXY)≤铣刀直径(ϕ)。
②槽宽(W):最大=2×铣刀直径(ϕ)+2×精加工余量(UXY)。
③径向进刀:最大=铣刀直径(ϕ)。
④侧向步距:由槽宽、铣刀直径和精加工余量计算得出。
⑤退刀:每次插铣运行结束时,铣刀以加工进给率移动一个安全距离。该动作是当铣削绕角小于180°时,以基准环绕区等分角反向45°方向进行退刀移动。
(2)编译后的程序格式参数列表 CYCLE899(REAL_RTP,REAL_RFP,REAL_SDIS,REAL_DP,REAL_LENG,REAL_WID,REAL_PA,REAL_PO,REAL_STA,REAL_MID,REAL_MIDA,REAL_FAL,REAL_FALD,REAL_FFP1,INT_CDIR,INT_VARI,INT_GMODE,INT_DMODE,INT_AMODE,INT_UMODE,REAL_FS,REAL_ZFS)。
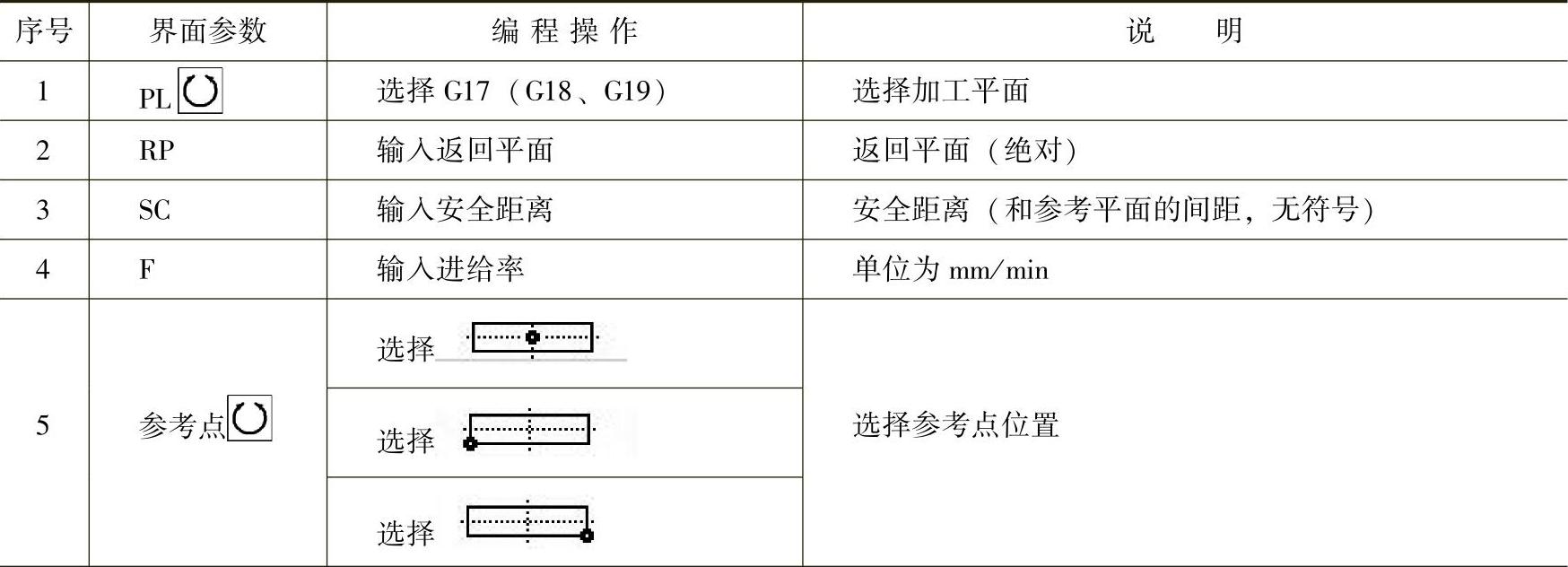
(3)编程操作界面 敞开槽铣削循环尺寸标注图样及参数对话框如图7-37所示,编程操作界面说明见表7-23。
表7-23 敞开槽铣削循环编程操作界面说明
(续)
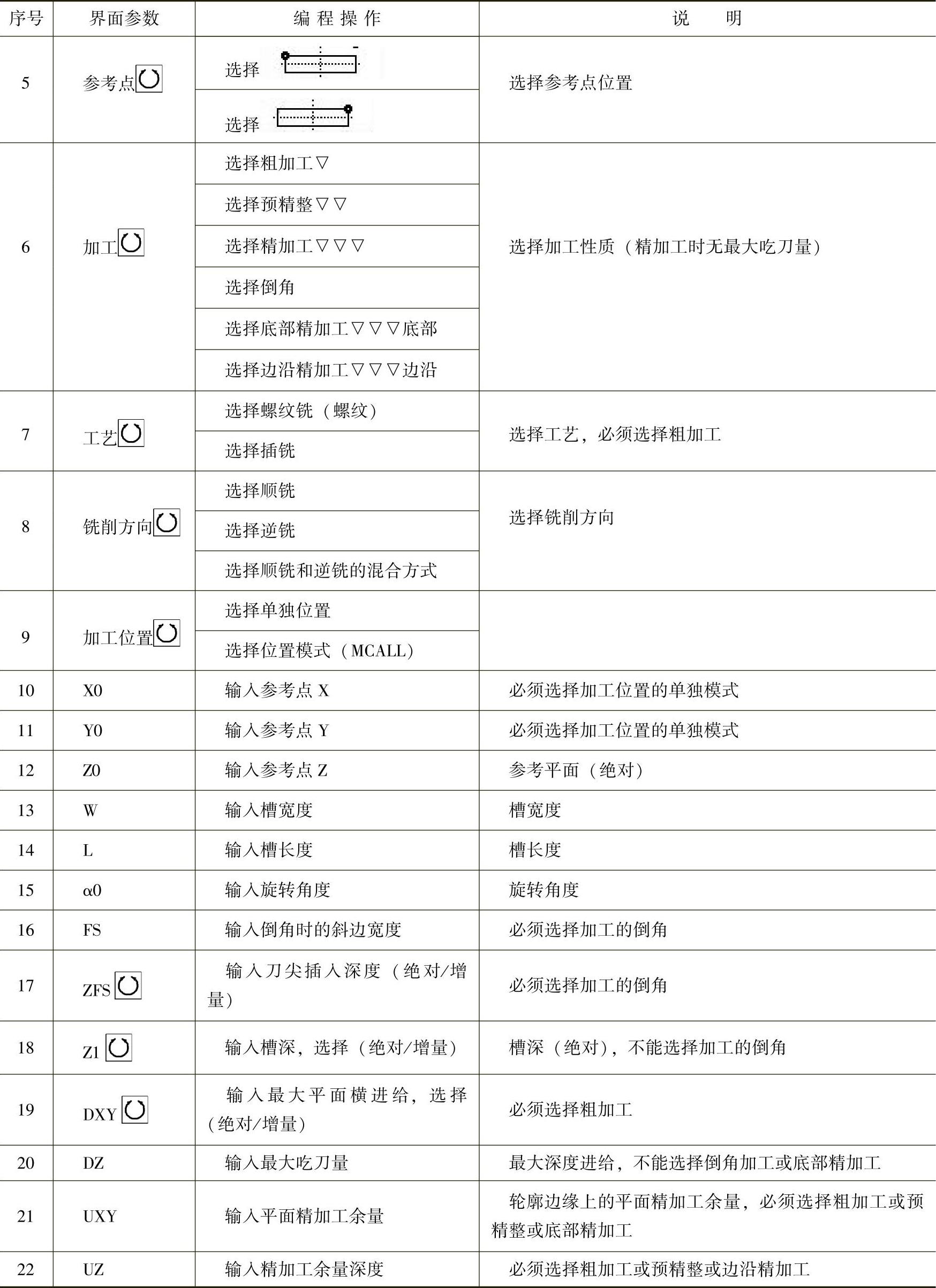
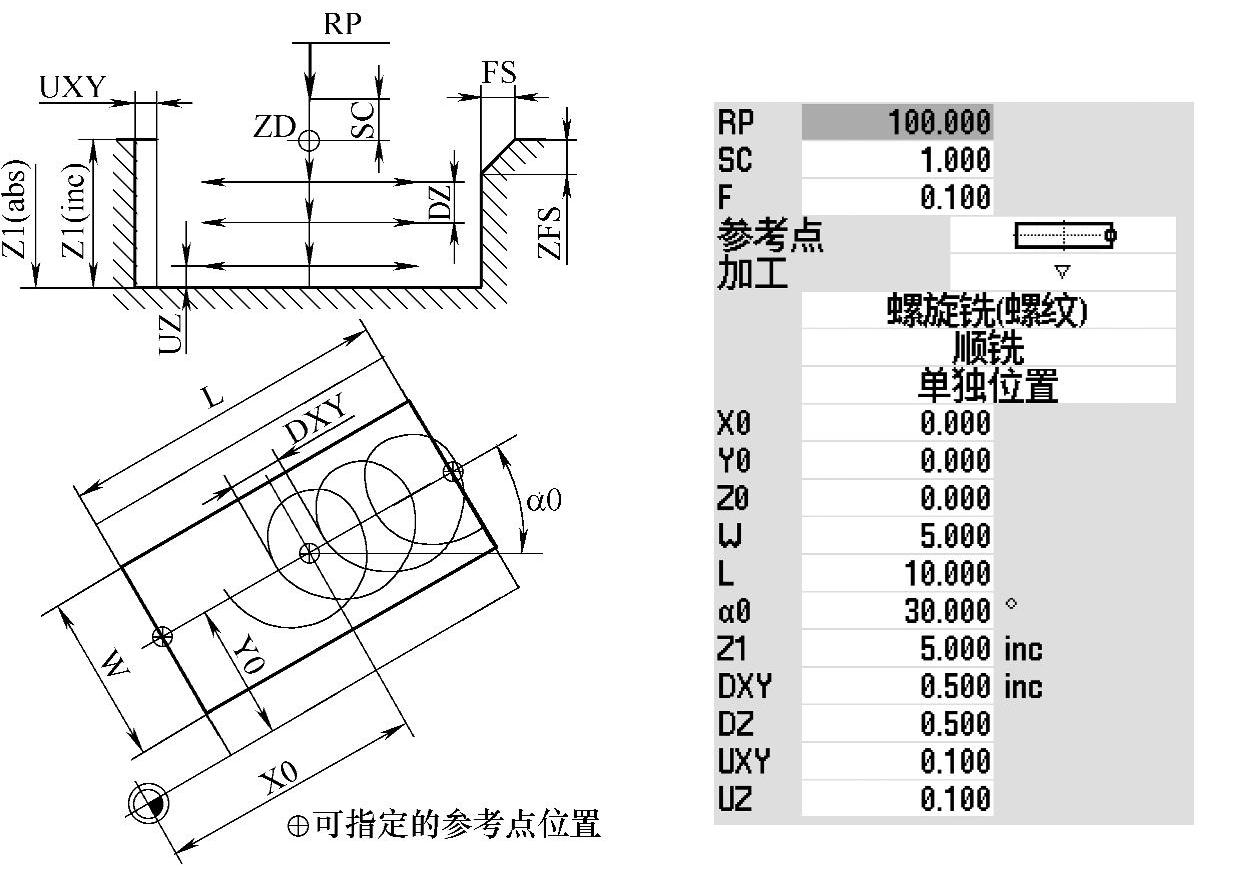
图7-37 敞开槽铣削循环尺寸标注图样及参数对话框