4.5.5 保持恒定刀具半径补偿(CUTCONON,CUTCONOF)
(1)指令功能 保持恒定刀具半径补偿功能用来抑制一定数量程序段的刀具半径补偿,但同时也会将先前程序段中由刀具半径补偿值构成的差数,即刀具中心点编程轨迹和刀沿切削运动轨迹之差作为偏移保留。
(2)编程格式与参数说明
CUTCONON;启用保持恒定刀具半径补偿功能。
CUTCONOF;关闭保持恒定刀具半径补偿功能。
(3)编程示例 按图4-25所示尺寸铣削零件的台阶型面。
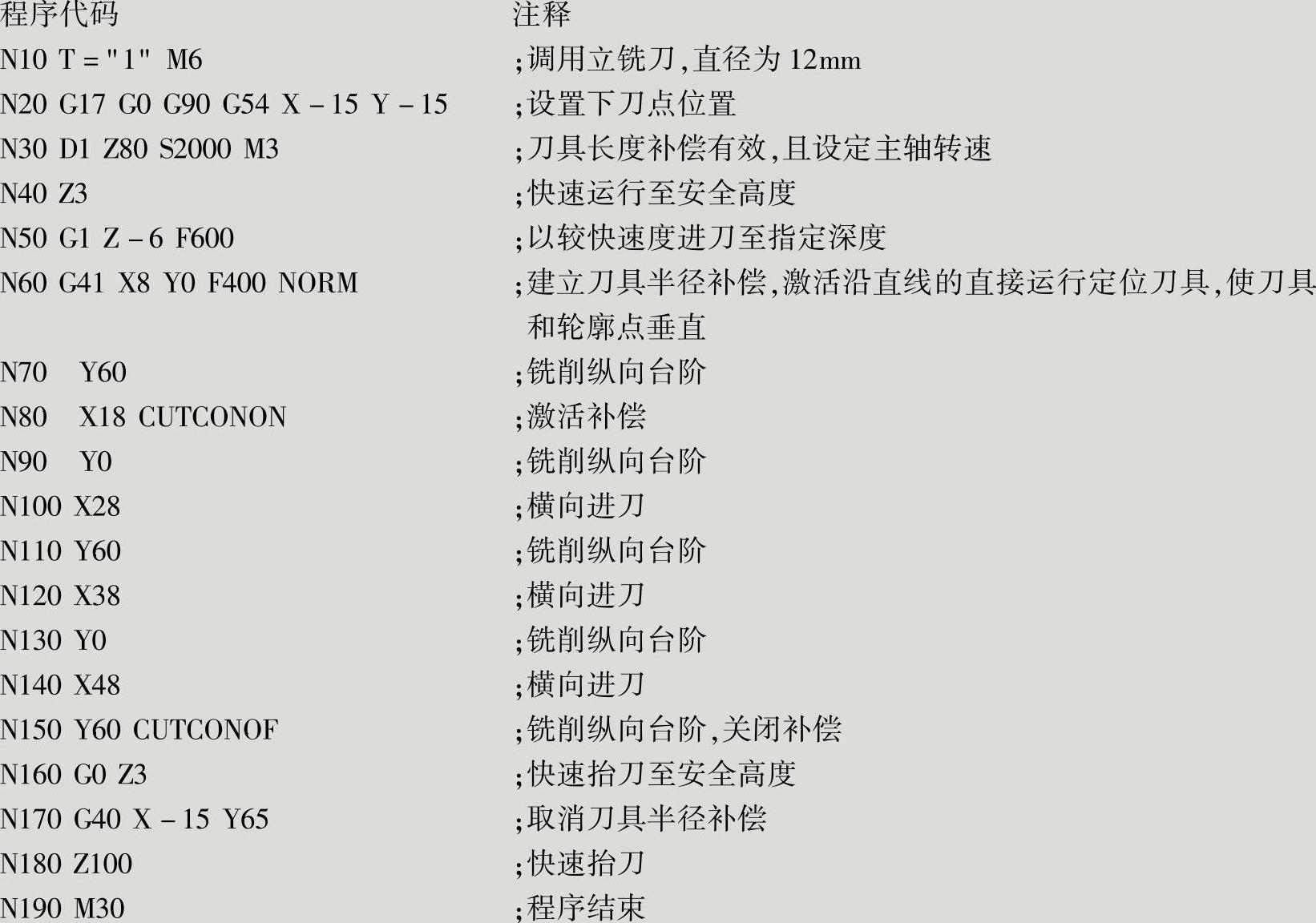
(4)编程说明 在往复式逐行铣削台阶平面时,若按照刀具中心轨迹编程方法,需在两个折返向点中编辑多个运动程序段。而使用刀具半径补偿方式编程,按照定义应当为G41与G42交替补偿形式,也不很方便。而保持恒定刀具半径补偿功能可以发挥极大的作用。在使用该功能指令时需要注意以下事项:
1)在CUTCONON和CUTCONOF指令之间最多可以插入7段运行程序段,若超出,系统将给出报警“10777程序段N150刀具半径补偿的程序段太多”。
2)在CUTCONON指令前,应存在已补偿的X和Y方向的刀具路径,以便系统计算“差数”。
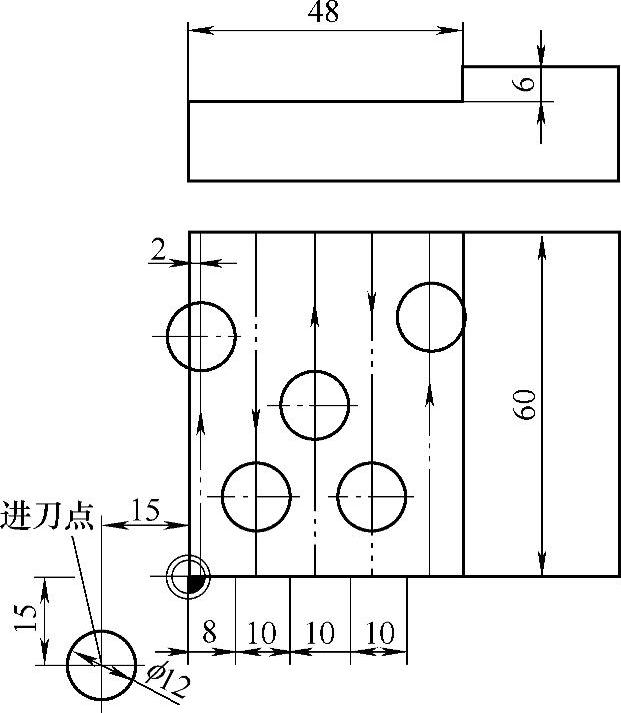
图4-25 往复进刀铣削台阶型工件
3)CUTCONOF指令所在的程序段运行的路径方向应与定义的刀具半径补偿方向相同,否则将会出现绕行(按照前面给定的刀具半径补偿方向运行,如本例的G41方式)现象。故不能写在N130行,也不能写在N140行,只能写在如N150行内。
4)在通常情况下,在激活补偿抑制之前,刀具半径补偿已经是有效的,并且激活补偿(CUTCONON)指令所在程序段的刀具轨迹运行开始时生效。所有后续的程序段可以在没有补偿的情况下运行。关闭补偿(CUTCONOF)指令所在程序段的刀具轨迹运行结束时生效。这些程序段的插补类型为任意(线性、圆周形、多项式)类型。在关闭补偿抑制(CUTCONOF)指令后的程序段运行轨迹恢复为预定刀具半径补偿方式。