7.4.6 攻螺纹循环(CYCLE84)
(1)指令功能
1)使用攻螺纹循环可以进行攻内螺纹。刀具快速移动至安全距离位置,然后与主轴同步、按照编程的转速(取决于%S)攻螺纹至编程深度。
2)可以选择进行“一刀钻削”、断屑或从工件回退进行退刀排屑。
3)根据补偿夹具模式可以选择带有补偿夹具(弹性卡头)的攻螺纹循环模式CYCLE840,也可以选择不带有补偿夹具的攻螺纹循环模式CYCLE84(一般也称为刚性攻螺纹)。
4)在到达钻削深度处停留的时间后,主轴反转,以生效的主轴回退转速返回至安全平面。最后以G0退回至返回平面。
(2)编译后的程序格式参数列表
1)攻螺纹,不带弹性卡头(CYCLE84)。CYCLE84(REAL RTP,REAL RFP,REAL SDIS,REAL DP,REAL DPR,REAL DTB,INT SDAC,REAL MPIT,REAL PIT,REAL POSS,REAL SST,REAL SST1,INT_AXN,INT_PITA,INT_TECHNO,INT_VARI,REAL_DAM,REAL_VRT,STRING[15]_PITM,STRING[5]_PTAB,STRING[20]_PTABA,INT_GMODE,INT_DMODE,INT_AMODE)。
2)攻螺纹,带弹性卡头(CYCLE840)。CYCLE840(REAL RTP,REAL RFP,REAL SDIS,REAL DP,REAL DPR,REAL DTB,INT SDR,INT SDAC,INT ENC,REAL MPIT,REAL PIT,INT_AXN,INT_PITA,INT_TECHNO,STRING[15]_PITM,STRING[5]_PTAB,STRING[20]_PTABA,INT_GMODE,INT_DMODE,INT_AMODE)。
(3)编程操作界面 攻螺纹循环尺寸标注图样及参数对话框如图7-13~图7-15所示,编程操作界面说明见表7-8。
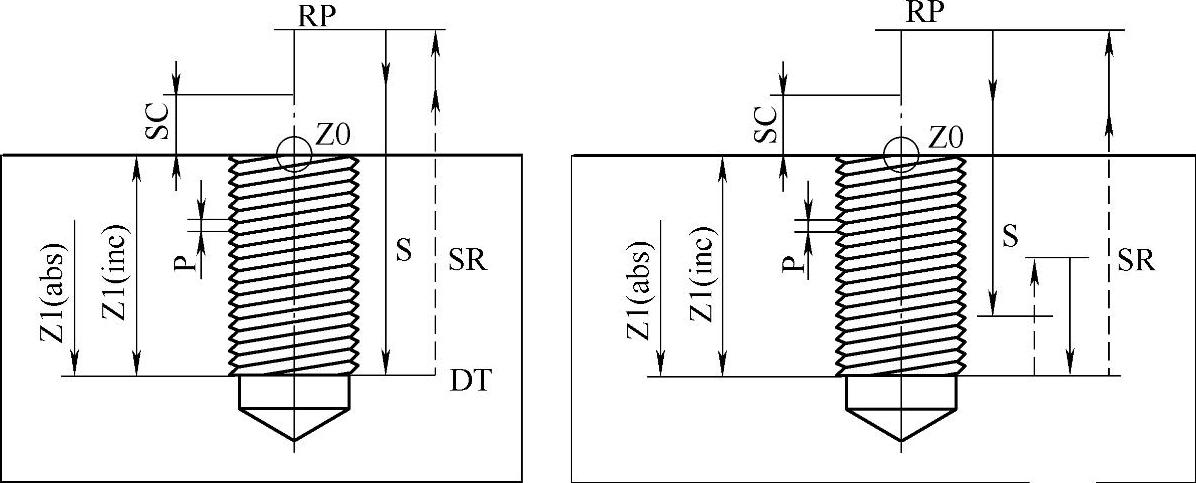
图7-13 攻螺纹循环尺寸标注图样
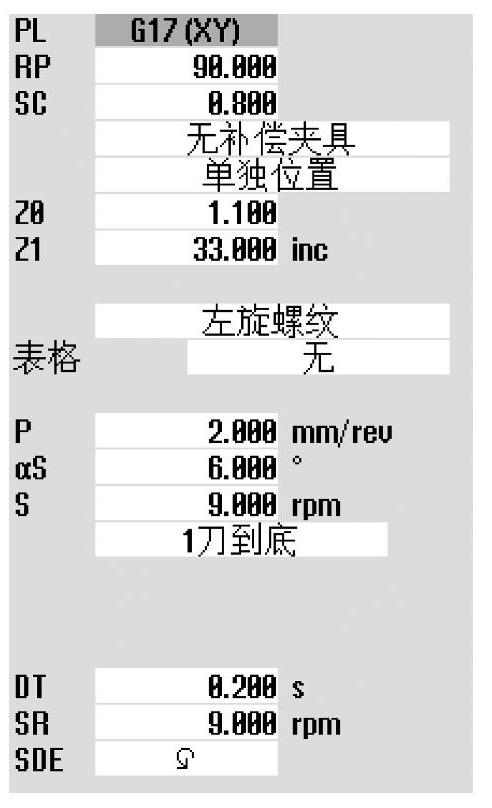
图7-14 攻螺纹循环不带弹性卡头
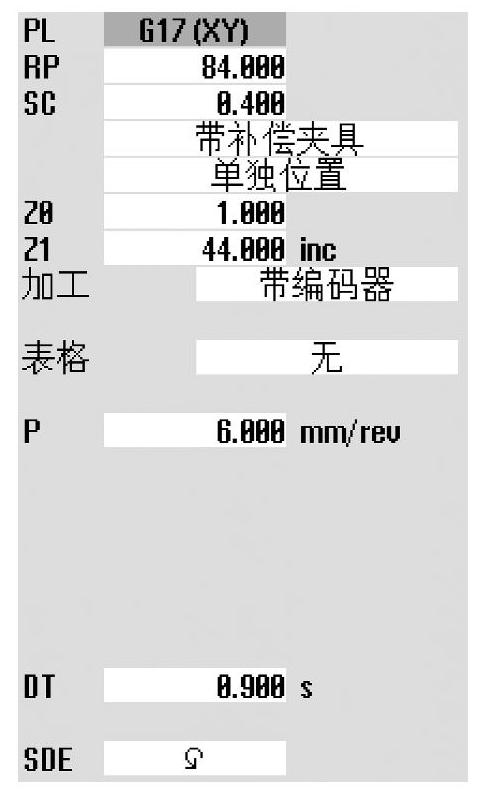
图7-15 攻螺纹循环带弹性卡头
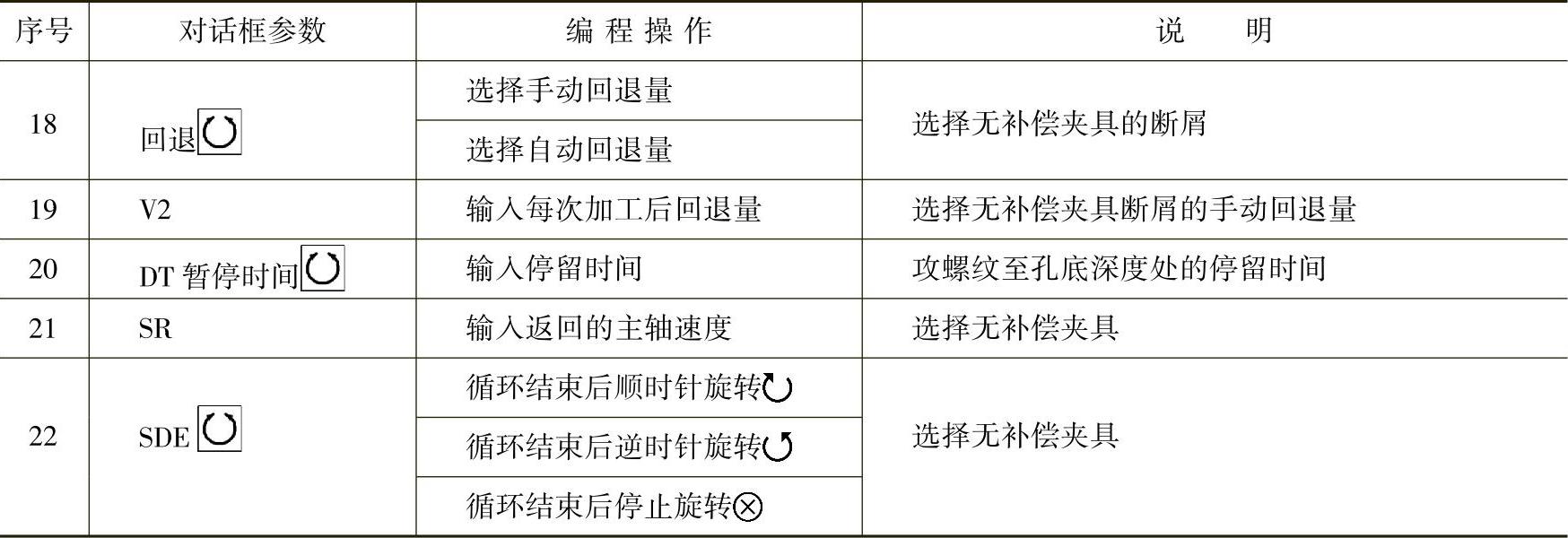
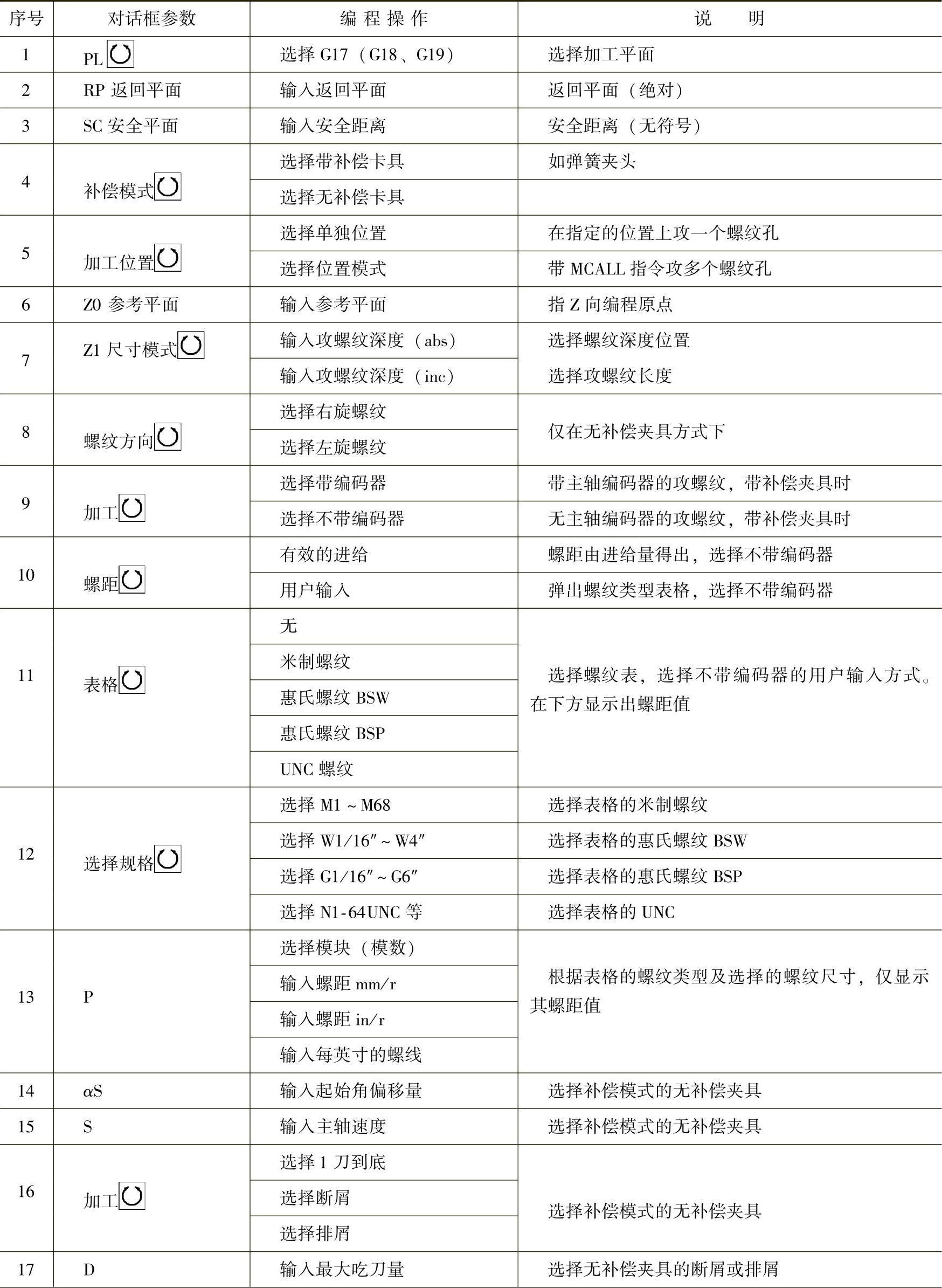
表7-8 攻螺纹循环编程操作界面说明
(续)