7.4.4 深孔钻削循环(CYCLE83)
2025年10月13日
7.4.4 深孔钻削循环(CYCLE83)
(1)指令功能
1)使用“深孔钻削”循环,铰刀以写入程序中的主轴转速和进给速度,分多次对单个孔或多个孔进行钻削加工至编写的最终钻孔深度(相对于刀杆或刀尖)的位置。
2)可以不提刀进行断屑或提刀断屑。
3)可以进给速度(F=F FD1[%])钻到第1个进给深度,可以使用相对于第1次进给率减少的方式钻孔或进给率增加的方式钻孔(如已预钻孔)。
FD1[%])钻到第1个进给深度,可以使用相对于第1次进给率减少的方式钻孔或进给率增加的方式钻孔(如已预钻孔)。
4)在到达钻削深度停留的时间后,刀具快速退回至“返回平面”位置。
(2)编译后的程序格式参数列表 CYCLE83(REAL RTP,REAL RFP,REAL SDIS,REAL DP,REAL DPR,REAL FDEP,REAL FDPR,REAL_DAM,REAL DTB,REAL DTS,REAL FRF,INT_VARI,INT_AXN,REAL_MDEP,REAL_VRT,REAL_DTD,REAL_DIS1,INT_GMODE,INT_DMODE,INT_AMODE)。
(3)编程操作界面 深孔钻削孔循环(CYCLE83)尺寸标注图样及参数对话框如图7-11所示,编程操作界面说明见表7-5,编译后的程序格式列表单的参数含义说明见表7-6。
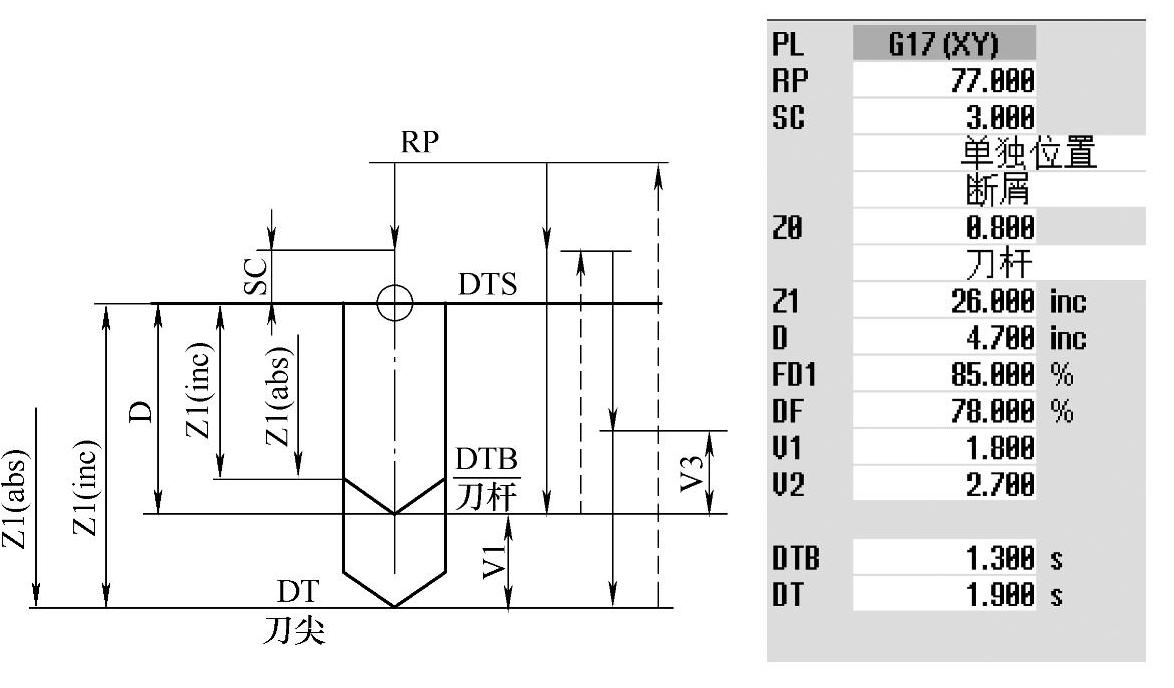
图7-11 深孔钻标注尺寸图样及参数对话框
表7-5 深孔钻削循环编程操作界面说明
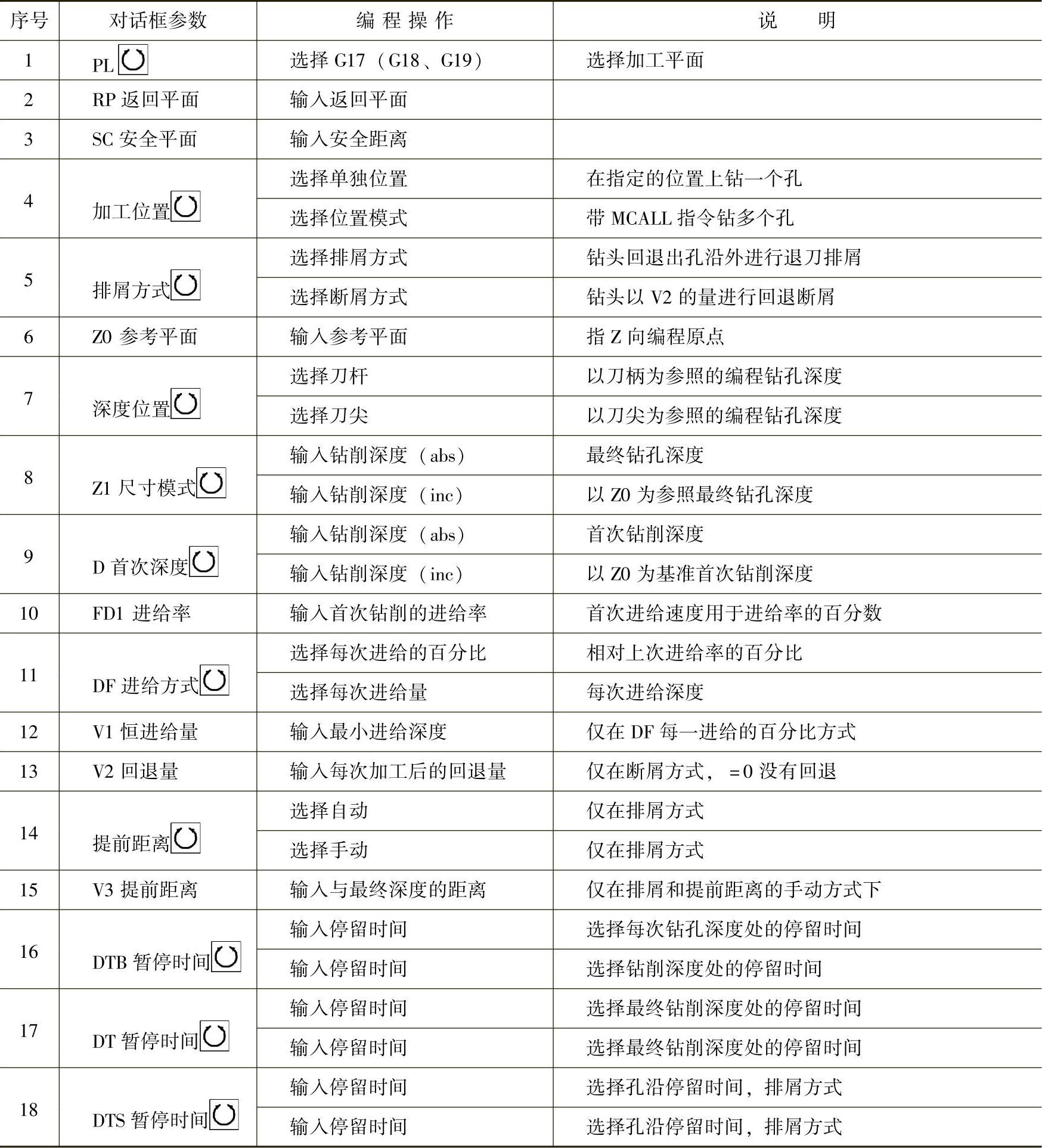
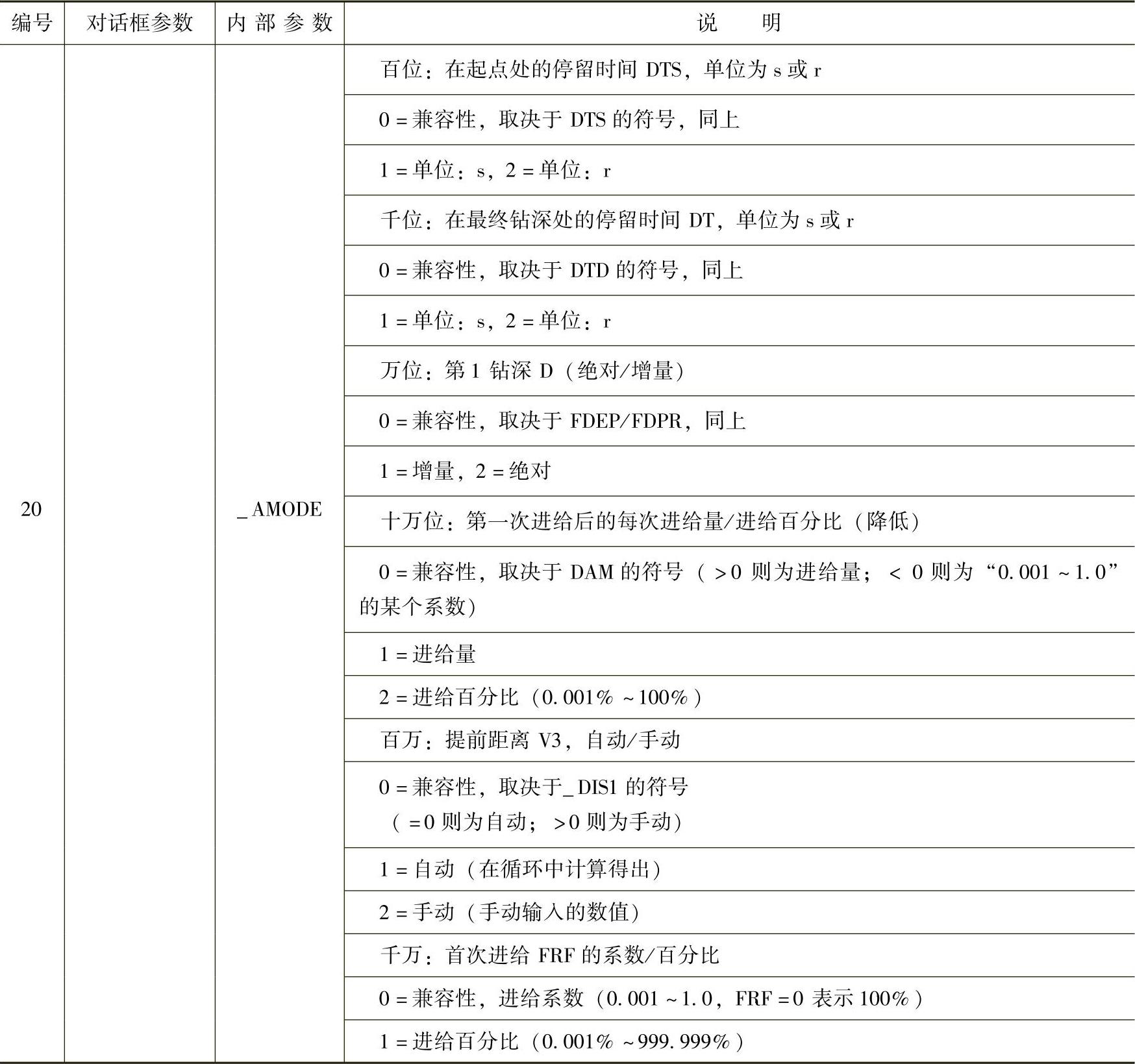
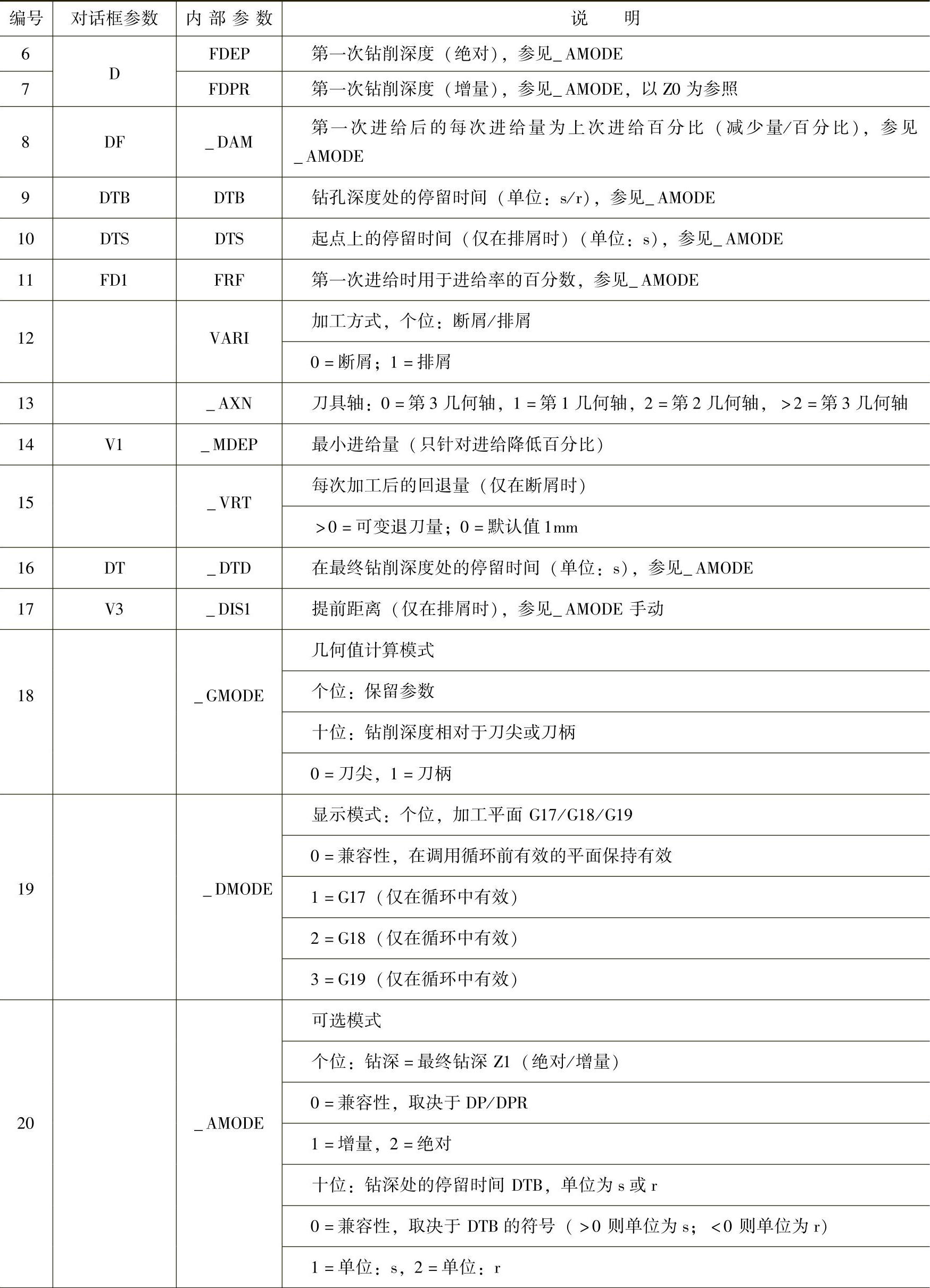
表7-6 深孔钻削循环(CYCLE83)指令参数列表说明

(续)
(续)