3.8.2 沿1/4圆弧切线切入(G247,G248,DISR=...,DISCL=...,FAD...
(1)编程格式
1)沿1/4圆弧切线切入。
G247 G41 DISR=... DISCL=... FAD=... F... X... Y... Z...
2)沿1/4圆弧切线切出。
G248 G40 DISR=... DISCL=... FAD=... F... X... Y... Z...
(2)指令参数说明
DISR=... ;当沿圆弧切入和切出时(G247、G347/G248、G348)为刀具中心点轨迹编程的半径值。
其余参数说明与3.8.1节相同。
(3)编程示例
例1 平面中沿1/4圆弧平滑切入或切出工件(见图3-38),刀具半径为10mm。
切入工件的刀具轨迹,设工件轮廓点P4(5,5) 注释
N10 T1…G17 ;激活刀具、选择X/Y平面
N20 G0 X20 Y-25 F400 ;快速定位P0点
N30 G42 G247 DISR=20 F500 X5 Y5 ;圆弧切入轮廓起点P4,圆弧半径为20mm
N40 G1 X80 ;轮廓中继续
…
切出工件的刀具轨迹
…
N100 G41…
N110 X5 Y5;P4点为轮廓的终点
N120 G40 G248 DISR=20 F900 X...Y... ;取消刀具补偿并圆弧切出,至编程的P0点
…
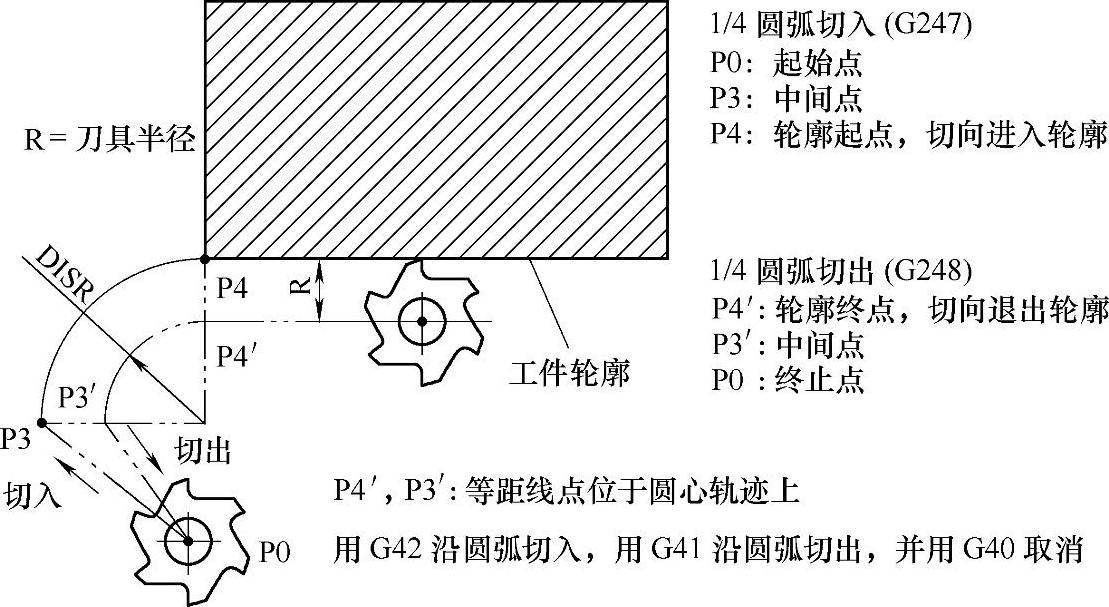
图3-38 沿1/4圆弧切线切入、切出工件轮廓
刀具轨迹说明:刀具在切线方向切入或切出零件轮廓,由DISR值确定刀具中心轨迹圆半径。过程轨迹由系统内部计算并运行,编程者无须考虑。N30程序段中没有设定FAD数值,则刀具切至P4点前的进给速度为前面程序中的数值。而后,以F500的进给速度完成切入工件后续程序段的加工。
例2 在G17平面内,刀具从空中使用G341指令切入工件,不仅要使用刀具补偿,同时还要使用OFFN指令。刀具运行轨迹如图3-39所示。
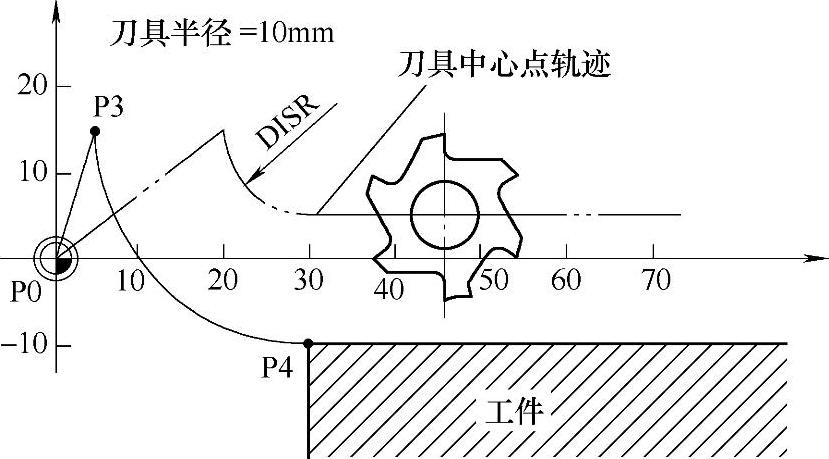
图3-39 G341刀具运行轨迹
程序代码 注释
…
N30 T1 D1 ;刀具定义T1/D1
N40 G0 X0 Y0 Z20 G64 OFFN=5 ;P0点
N50 G41 G247 G341 Z0 DISCL=AC(4) DISR=10 F800 FAD=200 ;P3点
N60 G1 X30 Y-10 ;P4点
N70 X90
N80…
程序说明:
1)设定轮廓补偿OFFN=5(N40),沿一个1/4圆弧切入工件(G247)。G140生效,也就是说刀具半径补偿被激活(G41)。当前的刀具半径为10mm,因此有效的刀具补偿半径为15mm,切入轨迹的轮廓半径为25mm,这样刀具中心点轨迹的半径为DISR=10。圆弧的终点(P4)由N60产生,因为在N50中只设定了Z位置。
2)进刀运动从Z20快进到Z4(DISCL=AC(4)),然后用FAD=200进给率运行到Z0,采用F800在XY平面上切入P4点及进行后继程序段的加工。
(4)编程中的注意事项
1)如果DISCL=0,则出现以下情况:使用G340时,整个切入动作只包含两个程序(P1、P2和P3点相同),平滑轮廓产生于P3到P4点。使用G341时,整个切入动作只包含三个程序(P2和P3点相同),如果P0和P4点位于同一个平面,只执行两个程序段(P1到P3点间无进给动作)。
2)为满足刀具轨迹运行需要编写的中间程序段(不移动几何轴),可以在平滑切入与切出(SAR)程序段和下一个进给程序段间插入最多5个程序段。
3)刀具切出轨迹分析。如果在平滑切入与切出(SAR)程序段中设定了几何轴时,切出轮廓动作在P2点处结束,加工平面的轴上的位置取决于切出轮廓点位置。垂直于切削平面的轴高度由DISCL定义。当DISCL=0时,动作完全在平面内执行。
如果在平滑切入与切出(SAR)程序段中只设定了垂直于加工平面的轴时,切出轮廓动作在P1点处结束。轴上的位置和上面一样。如果SAR程序段也是刀具半径补偿禁止程序段,则插入从P1到P0点的附加路径,导致当禁止刀具半径补偿时,在轮廓的终点无任何动作。
如果只设定了一个轴,则模态增加第二个丢失(未给出坐标值)轴的坐标值,它的位置来自前一个程序段中该轴的最后位置。