7.6.3 路径铣削循环指令(CYCLE72)
(1)指令功能 SINUMERIK 8282D数控系统中的路径铣削循环指令CYCLE72,功能上与SINUMERIK 802D sl中的路径铣削循环并没有大的变化,主要是在人机对话的界面上增加了用于选择加工平面的参数——“PL”一栏。该参数项的默认值为G17。通常,在三轴加工机床上加工XY平面可以使用该默认值;但当在ZX平面(G18)或者YZ平面(G19)上加工时,如果没有正确修改加工平面PL参数项,就会导致刀具长度及刀具半径补偿的错误。这在多轴机床上更应注意此参数。
(2)编译后的程序格式参数列表 CYCLE72(STRING[141]_KNAME,REAL_RTP,REAL_RFP,REAL_SDIS,REAL_DP,REAL_MID,REAL_FAL,REAL_FALD,REAL_FFP1,REAL_FFD,INT_VARI,INT_RL,INT_AS1,REAL_LP1,REAL_FF3,INT_AS2,REAL_LP2,INT_UMODE,REAL_FS,REAL_ZFS,INT_GMODE,INT_DMODE,INT_AMODE)。
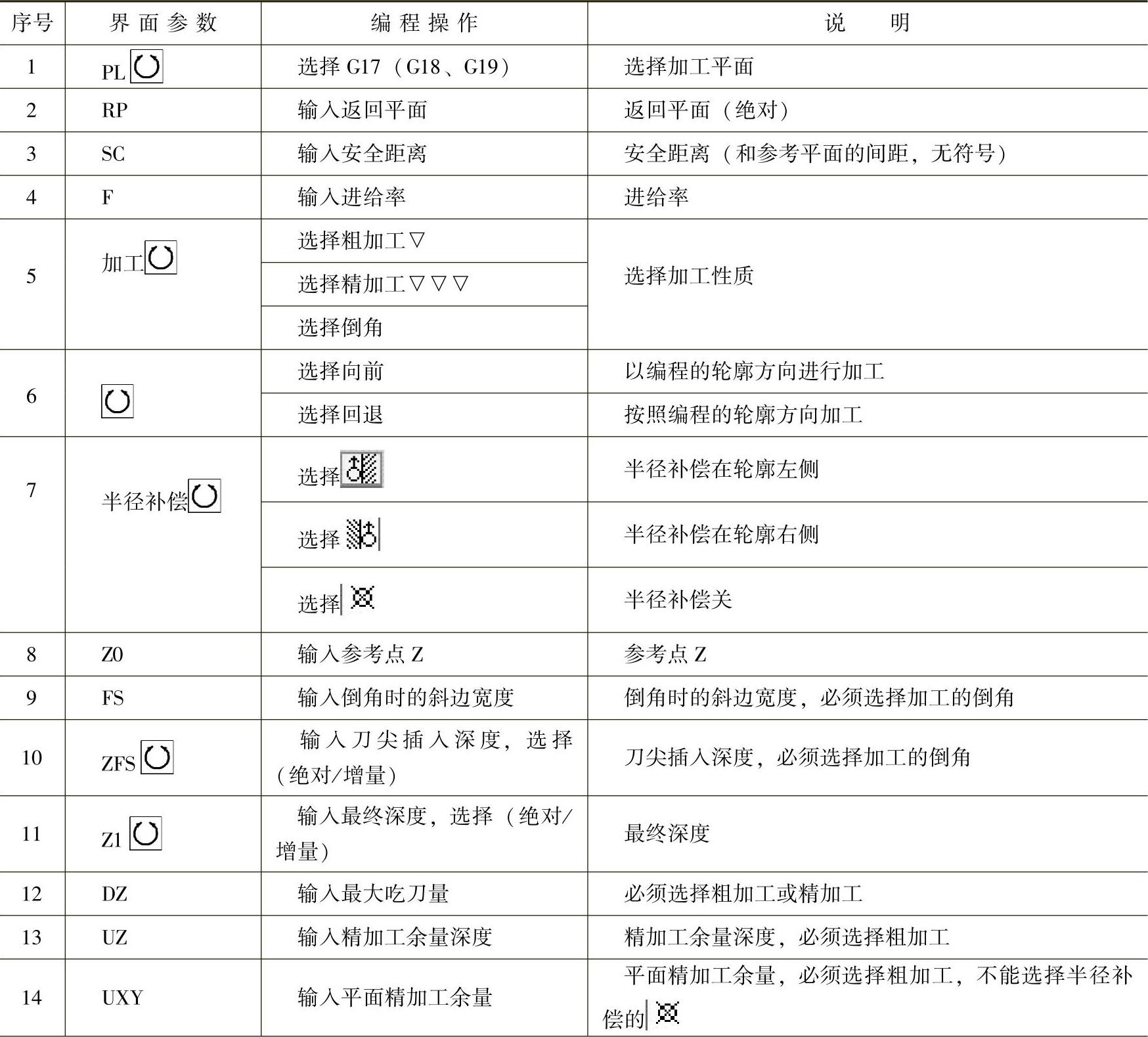
(3)编程操作界面 路径铣削循环编程操作界面说明见表7-29,系统界面的参数项如图7-52所示。
表7-29 路径铣削循环编程操作界面说明
(续)
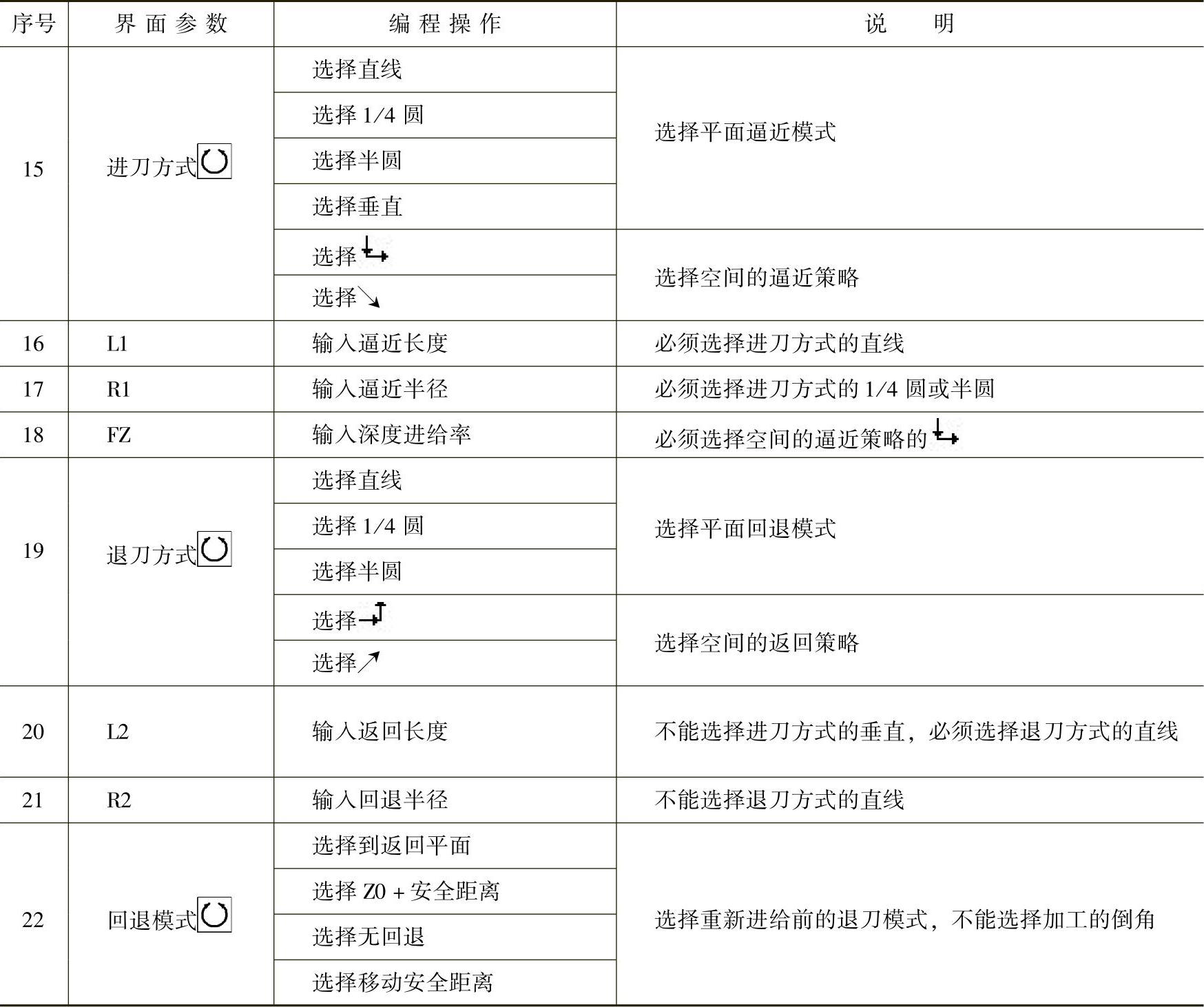
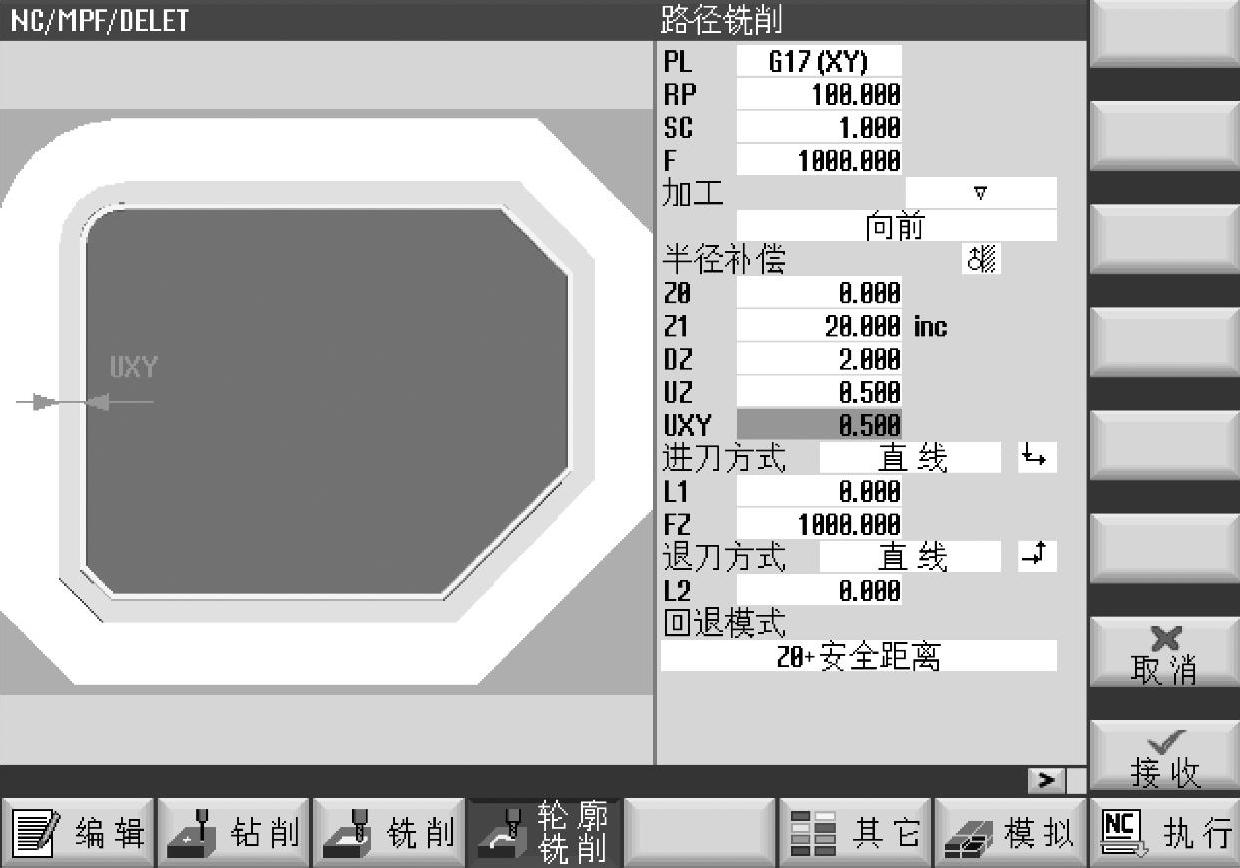
图7-52 路径铣削循环系统界面的参数项
路径铣削循环系统界面的参数项中部分参数说明如下:
1)F:铣削时沿路径的进给速度,单位为mm/min。
2)Z0:刀具轴向的参考点,也就是轮廓的上平面。该值为绝对坐标值。
3)Z1:轮廓的最终深度。可以按【SELECT】键在增量尺寸(inc)和绝对尺寸(abs)之间任意切换。
4)DZ:每一次的吃刀量。这是一个无符号的增量参数。
5)加工:该参数选择项决定了轮廓加工的方式,分为粗加工、精加工及倒角三种。
①选择粗加工:如果选择了这种加工方式,在参数中就会出现“UZ”和“UXY”两个参数选项,分别表示轮廓底部和轮廓周边的精加工余量。实际加工的结果也会在轮廓的底部和周边上留出给定的余量。
②选择精加工:在精加工方式下,加工余量的参数不再显示在参数项对话框中。实际加工过程中也是直接加工到给定的尺寸。
③选择倒角:在倒角的加工方式下,最终的吃刀量Z1和每一次的吃刀量DZ将被替换为FS——倒角边沿的宽度,以及ZFS——倒角深度的绝对坐标或增量尺寸,参看图7-26。