3.11.5 定位主轴(SPOS,SPOSA,M19)
(1)指令功能 具备主轴定位功能的机床主轴应具有主轴位置检测跟踪装置。利用定位功能指令可以把主轴定位到一个确定的转角位置,然后主轴通过位置控制保持在该位置。带有主轴定位控制功能通常应用在加工中心上自动换刀时的主轴定向;使用螺纹插补G331、G332功能时,以及在使用精镗孔时使用的主轴定向等。
从主轴旋转状态(顺时针旋转或逆时针旋转)进行定位时,定位运行方向保持不变;从静止状态进行定位时,定位运行按最短位移进行,方向从起始点位置到终点位置。
(2)编程格式
SPOS=<值>
SPOSA=<值>
M19
(3)指令参数说明
SPOS:将主轴定位至设定的角度。只有到达设定的位置时,才会切换至下一NC程序段。
SPOSA:将主轴定位至设定的角度。即使尚未到达设定的位置,也会切换至下一NC程序段。
SPOS和SPOSA功能相同,区别在于程序段切换特性:
=<值>:主轴定位的角度。单位为(°),类型为实型(REAL)数据,如=DC(<值>)。
编程位置接近模式时有如下方案:
=AC(<值>):绝对尺寸,取值范围为0~359.999°。
=IC(<值>):增量尺寸,取值范围为0~±99999999。
=DC(<值>):直接趋近绝对值。
=ACN(<值>):绝对尺寸,在负方向上运行。
=ACP(<值>):绝对尺寸,在正方向上运行。
编程SPOS、SPOSA和M19时会临时将主轴切换至位置控制模式,直到编程下一个M3、M4、M5。
主轴也可以在机床数据中确定的地址下作为轨迹轴、同步轴或定位轴来运行。指定轴名称后,主轴位于进给轴模式中。使用M70可将主轴直接切换到进给轴模式。
如果已经达到所有在程序段中所要加工的主轴或轴的运行结束标准,并且也达到了轨迹插补的程序段转换标准,那么将继续执行下一个程序段。
编程示例
例 负向旋转定位主轴,将主轴负向旋转定位在250°,如图3-49所示。
程序代码 注释
N10 SPOSA ACN(250);必要时制动主轴,并反向加速进行定位
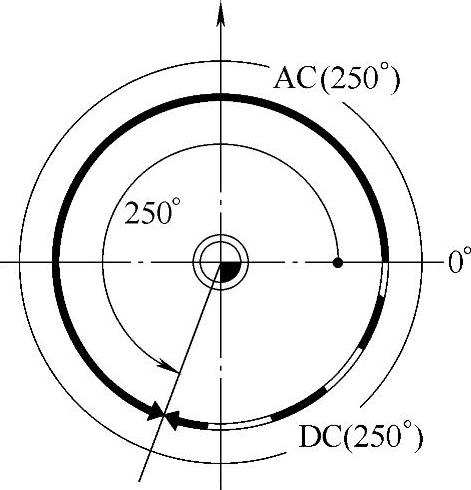
图3-49 主轴定位编程示例