8.9 GETT与$TC_DP6指令应用举例
SINUMERIK 828D数控系统中有一个可编程的刀具半径补偿指令:$TC_DP6[刀具号,刀沿号]。如何使用该指令,结合图8-30所示ϕ50mm圆柱体工件对其上沿进行倒圆角R6mm加工编程,说明如下。
在进行轮廓倒圆或倒角加工时,常采用刀具半径的递增(或递减)变化来加工,当刀具从下往上加工时,刀具半径逐渐变小,当刀具从上往下加工时,刀具半径逐渐增大。因为轮廓四周在同一平面上各点的变化是相同的,所以可根据直角三角函数公式或直角三角形的勾股定理将圆弧面上任一点的水平方向上的尺寸变化(由角度引起的)作为函数赋给刀具半径,深度上的变化作为应变量将同时随着水平方向上的尺寸变化而有规律地改变。因此,可以将刀具半径值作为一个变量,使刀具半径随着程序中自变量的变化而变化。
(1)编程思路说明 本例使用球头立铣刀加工,R1为倒圆角半径,R2为球头刀的半径,R3为球头刀的球心与倒圆角圆心的连线与水平轴的夹角,并以该角度的等值变化为自变量,从90°变化至0°,如图8-31所示,其加工轨迹的水平投影如图8-32所示。
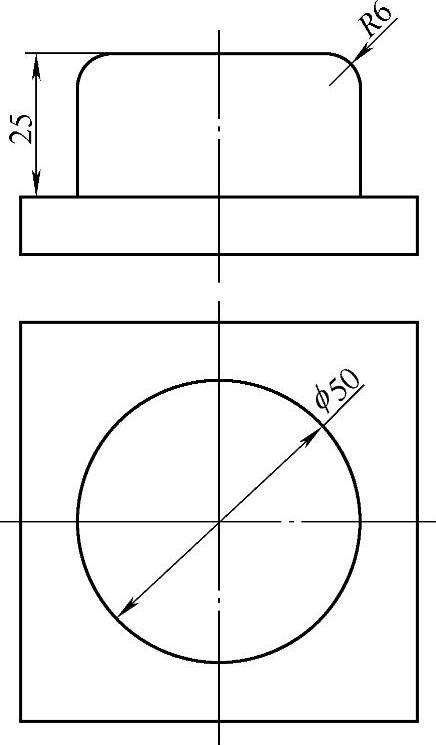
图8-30 圆柱体上沿倒圆角尺寸
从图8-31和图8-32中可以推出如下几何关系:
水平方向上的刀心(刀位点)坐标为:R0-R1+(R1+R2)×COS(R3)。
水平方向上圆角轮廓上切削点坐标为:R0-R1+R1×COS(R3)=R0+R1×(COS(R3)-1)
如果使用球头刀球心对刀,垂直方向上的刀心(刀位点)坐标为:(R1+R2)×SIN(R3)-R1。
如果使用球头刀的刀尖对刀,垂直方向上的刀尖(刀位点)坐标为:(R1+R2)×SIN(R3)-(R1+R2)。
刀具半径补偿的递减值为:ΔX=(R1+R2)-(R1+R2)×COS(R3)。
刀具半径补偿值ΔR=球头刀半径-刀具半径补偿递减值,即R2-ΔX。代入上式整理后得到刀具半径补偿值计算公式:刀具半径补偿值ΔR=(R1+R2)×COS(R3)-R1。
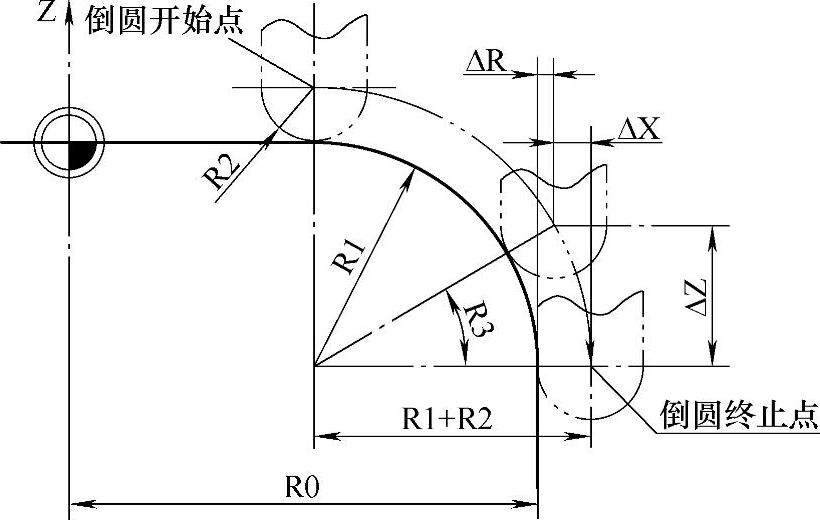
图8-31 圆柱体上沿倒圆角几何尺寸关系
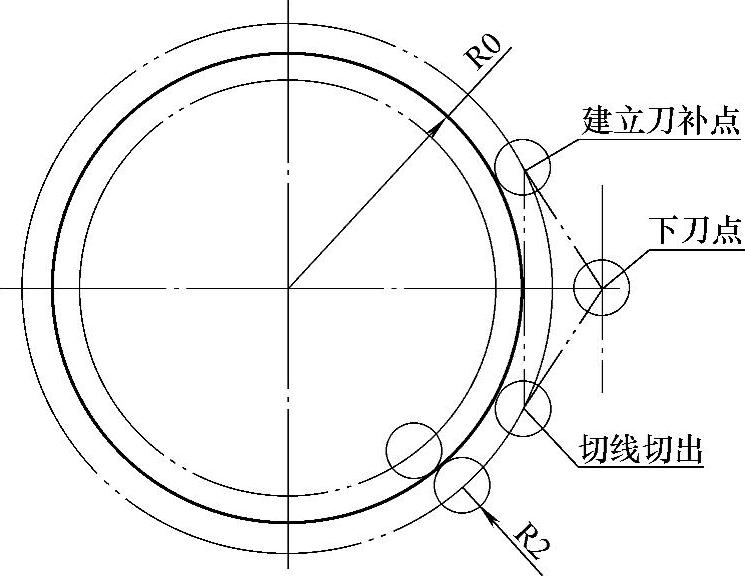
图8-32 球头铣刀倒圆角轨迹的水平投影
零件平面轮廓圆弧倒角,包括零件内轮廓(内沿)的倒角或倒圆角加工编程同理。
(2)参考加工程序清单
程序代码 注释
DAOJIAO.MPF ;主程序名
;2013-06-0110:25 ;编程时间
;PINGKOUQIAN ;装夹夹具
N10 T="YZQT_R4"M6 D1 ;调用球头铣刀,建立刀具长度补偿
N20 R0=25 R1=6 R2=4 ;圆柱体及圆角的尺寸定义
N30 R3=90 R4=0 ;倒角的起始角度与终止角度定义
N40 R5=5 ;自变量的增量设定
N50 R16=R3 ;将起始角度赋值给角度计算变量
N60 G90 G54 G0 X=R0+R2+5 Y0 ;在工件坐标系中的下刀点上方
N70 S2000 M3 Z50 ;设定工艺参数
N80 G64 CFTCP ;连续路径加工及刀具中心进给恒速度方式
N90 Z5 ;快速接近工件
N100 G1 Z0 F300 ;工进速度移至工件上平面
N110 R19=GETT("YZQT_R4",1) ;获取当前刀具编号
N120 AA: ;循环跳转标记符
N130 R10=R0+R1∗(COS(R6)-1) ;计算X方向上的铣削轮廓点位置
N140 R11=(R1+R2)∗COS(R6)-R1 ;计算各铣削平面上的刀具半径补偿值
N150 R12=(R1+R2)∗SIN(R6)-(R1+R2) ;计算各铣削面Z向的深度值,以刀尖对刀
N160$TC_DP6[R19,1]=R11 ;对当前刀具的1号刀沿赋值
N170 G1Z=R12 F300 ;沿Z向工进下刀
N180 G41 X=R10 Y=R2+5 F1450 ;建立刀具半径补偿
N190 Y0 ;切线至圆弧铣削起点
N200 G2 X=R10 Y0 I=-R10 J0 ;铣削整圆
N210 G1 Y=-R2-5 ;切线切出
N220 G40 X=R0+R2+5 Y0 ;取消刀具半径补偿,回到下刀点位置
N230 R6=R6-R5 ;角度自变量的累计计算,每次减少5°
N240 IF R6>=0 GOTOB AA ;条件判断,未到终止角度则回到AA:标记处
N250 G0 Z100 M5 ;刀具快速移至Z100位置,主轴停止
N260 M30;程序结束
(3)程序说明
1)设定工件上平面为Z向零点,X、Y向零点设定在圆柱体工件的圆心位置。
2)刀具长度以球头刀刀尖为准设定。
3)圆角加工形式从上表面向下进行加工。
4)从规范化编程角度考虑,设定工件几何尺寸和刀具尺寸使用R参数9号以下变量,程序运行中使用的计算变量使用R参数中10号以上,以方便记忆。
5)编程中必须注意:仅仅在编写时更改了刀具几何参数是不够的,若使新的几何数据发挥作用还必须使它生效。也就是说,必须再一次用G41或G42指令重新激活已经更改的刀具半径几何参数。需要注意的是,刀具半径补偿不能连续激活,两次激活不同的刀具半径(偏)值之间必须有一段带刀偏的运动进行过渡。