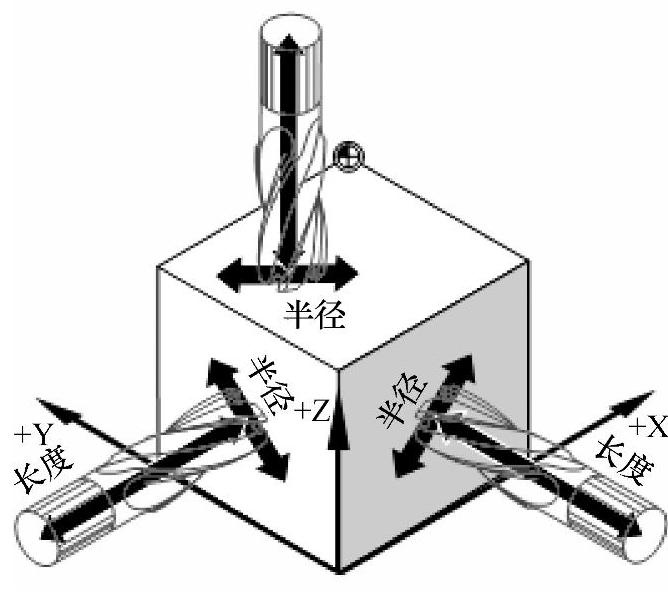
加工时必须指定工作平面G17(G18或G19),由此控制系统判别出工作平面。在程序调用刀具后,激活该刀具的D编号,该刀具的长度补偿即会生效。从而确定出补偿的轴方向,即不同工作平面中的长度1,如图4-5所示。
图4-5 刀具补偿方向
编程示例:铣刀长度补偿
程序代码 注释
…
N10 G17 G41… ;在X/Y平面内进行半径补偿,在Z方向进行长度补偿