7.4.3 铰孔循环(CYCLE85)
(1)指令功能
1)使用“铰孔”循环,铰刀以写入程序中的主轴转速和进给速度对单个孔或多个孔进行铰削加工至编写的最终铰孔深度(相对于刀杆或刀尖)的位置。
2)在达到钻削深度处停留的时间后,使用铰孔时的退回进给率(FR)退回至“返回平面”位置。
(2)编译后的程序格式参数列表 CYCLE85(REAL RTP,REAL RFP,REAL SDIS,REAL DP,REAL DPR,REAL_DTB,INT_GMODE,INT_DMODE,INT_AMODE)。
(3)编程操作界面 铰孔循环尺寸标注图样及参数对话框如图7-10所示,编程操作界面说明见表7-4。
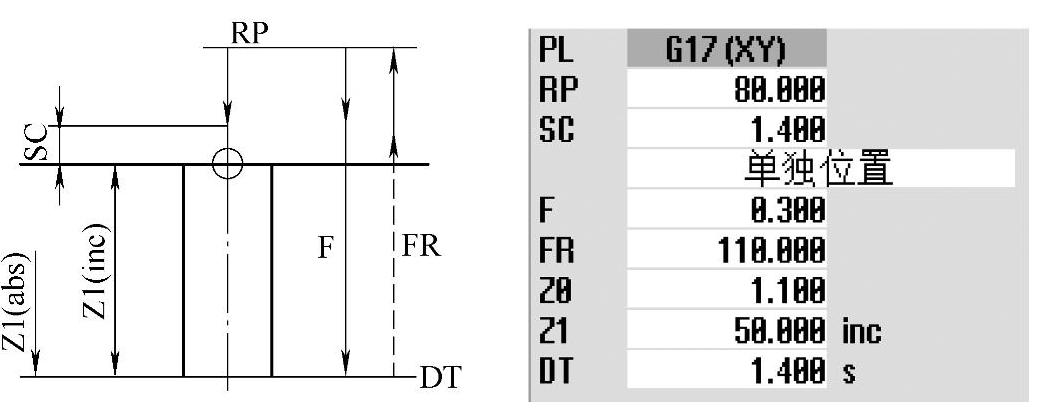
图7-10 铰孔循环尺寸标注图样及循环参数对话框
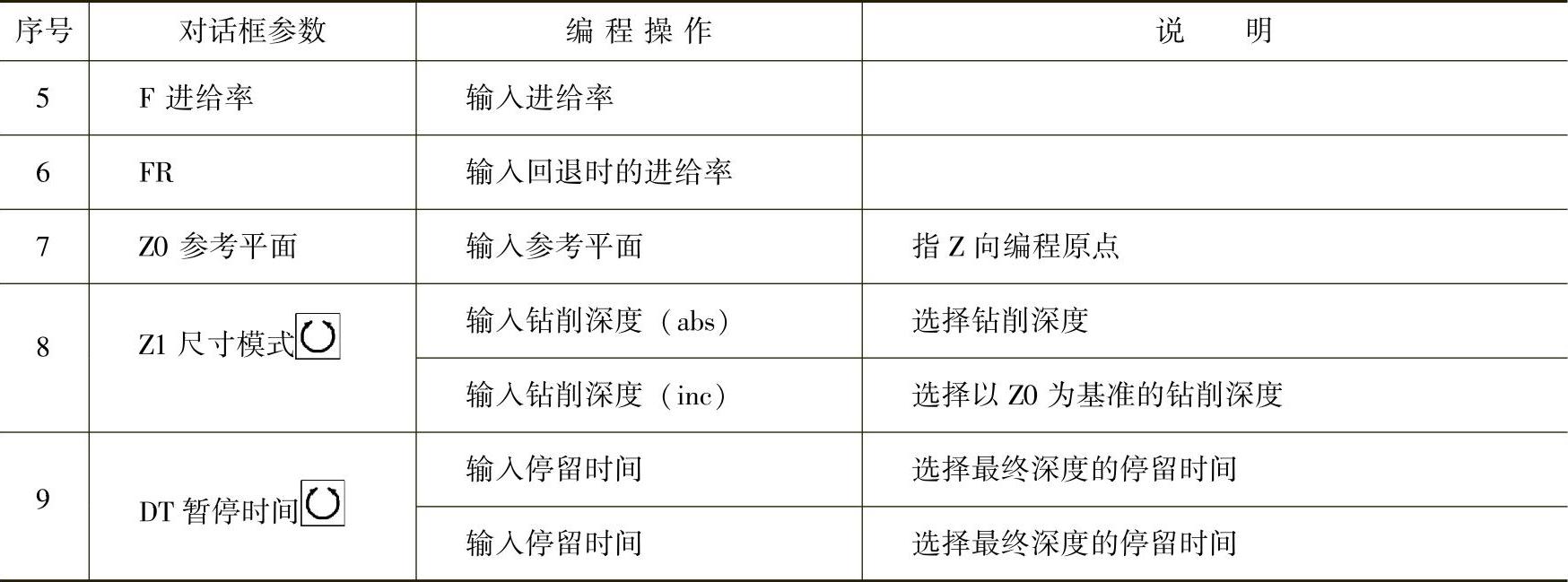
表7-4 铰孔循环编程操作界面说明

(续)