3.3.1 可设定的零点偏移(G54~G59,G507~G599,G53,G500,SUPA,G153)
(1)指令功能 通过可设定的零点偏移(G54~G59和G507~G599),可以在所有轴上依据基准坐标系的零点设置工件零点,如图3-8所示。这样可以通过G指令在不同的程序之间调用零点,例如用于不同的夹具。
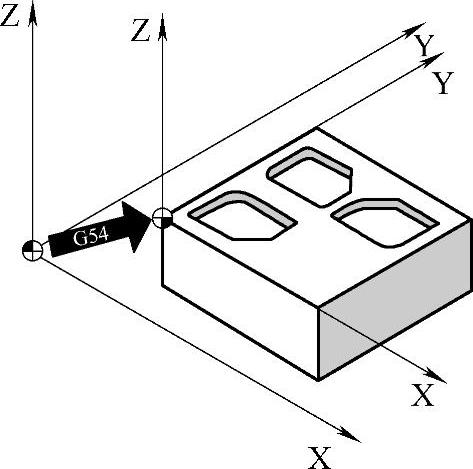
图3-8 建立工件坐标系G54
(2)编程格式与参数说明
1)激活可设定的零点偏移。
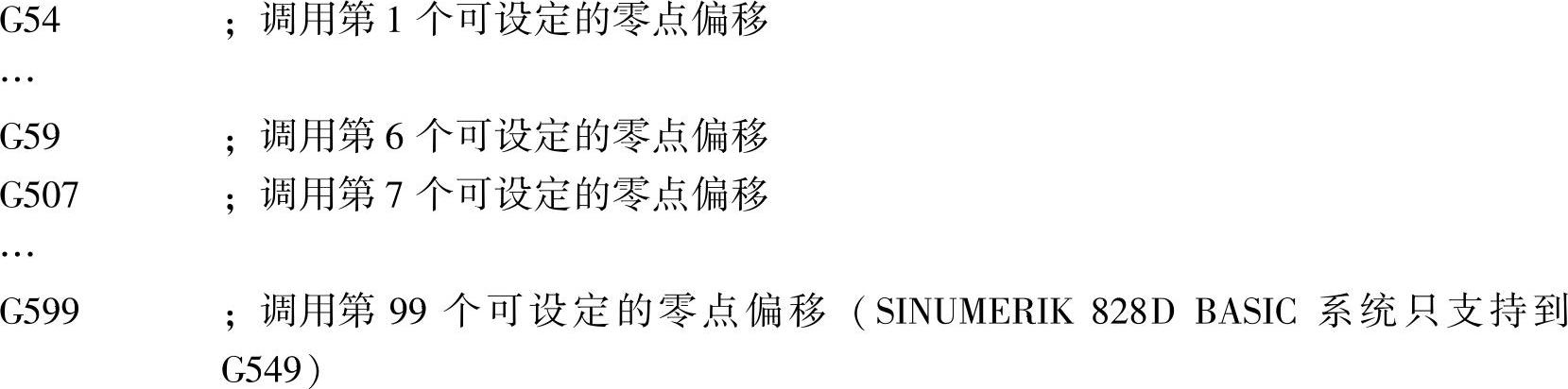
2)关闭可设定的零点偏移。


程序开始时的初始设置,例如G54或G500,可以通过机床数据进行设定。
利用6个供使用的零点偏移(例如在多重加工中)可以同时指定6个工件装夹方式并调用程序。
对于其他可设定的零点偏移,可以使用指令编号G507~G599。因此除了6个预先设定的零点偏移G54~G59外,还可以通过机床数据在零点存储器中编制总共100个零点偏移。
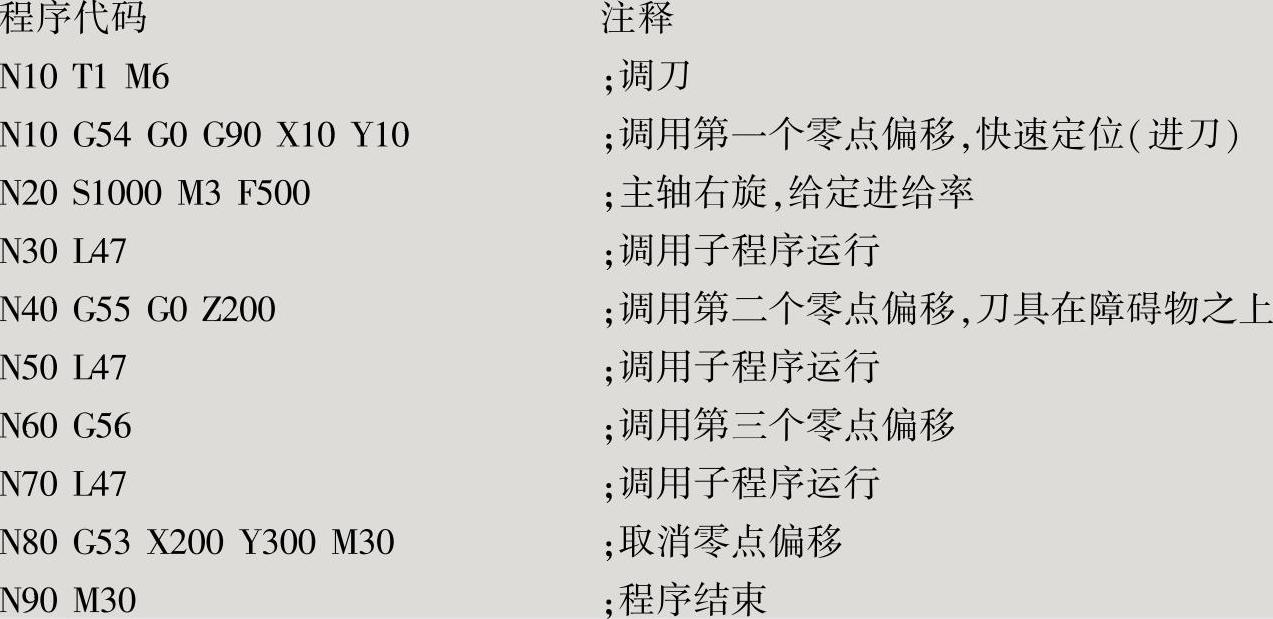
(3)编程示例 在NC程序中,通过调用G54~G59 6个指令中的一个,可以把零点从基准坐标系转换到工件坐标系。在后续编程的NC程序段中,所有位置尺寸和刀具运动均以现在有效的工件零点为基准。
例如,有三个工件,放在托盘上并与零点偏移值G54~G56相对应,需要按顺序对其进行加工。加工顺序在子程序L47中编程,如图3-9所示。
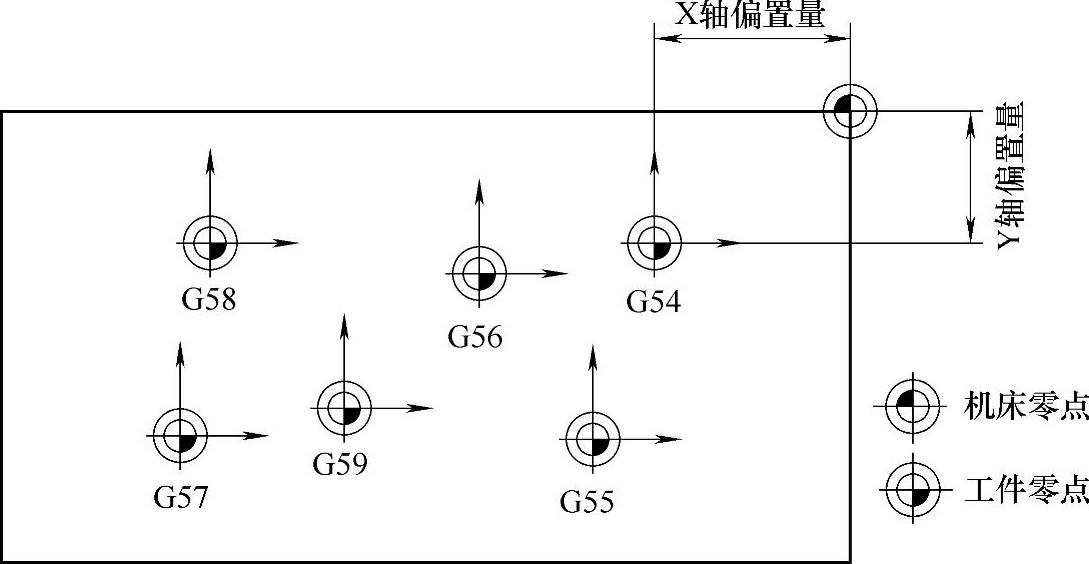
图3-9 三个工件的零点偏置