3.9.3 不带补偿夹具的攻螺纹(G331,G332)
不带弹性卡头的攻螺纹的技术前提是主轴带位移检测系统并处于位置控制中。
(1)指令功能 使用指令G331和G332编程不带弹性卡头的攻螺纹。当主轴配备了位移检测系统、采用位置环控制,准备攻螺纹时,便可以执行攻螺纹加工,如图3-43所示。
右旋螺纹或左旋螺纹通过螺距的符号确定:
1)正导程→顺时针方向(旋转方向同M3)。
2)负导程→逆时针方向(旋转方向同M4)。
还可在地址S下设定所需转速。
(2)编程格式
SPOS=<值>
G331 S...
G331 X... Y... Z... I... J... K... S...
G332 X... Y... Z... I... J... K... S...
1)只在以下情况下需要在螺纹加工前设定SPOS(或M70):
①在多重加工中加工的螺纹。
②需要定义螺纹起始位置的工艺要求。
在加工多个连续螺纹时可省略SPOS(或M70)的编程。优点是时间优化。
2)必须在螺纹加工(G331 X... Y... Z... I... /J... /K...)前、未进行轴运行的情况下,在单独的G331程序段中设定主轴转速。
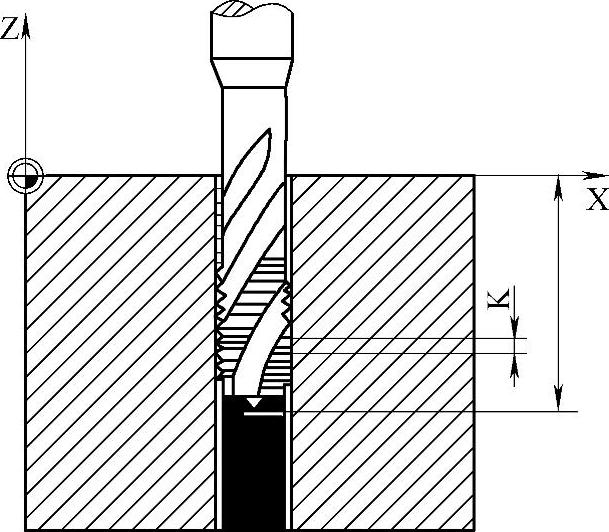
图3-43 攻螺纹加工编程
(3)指令参数说明
G331:攻螺纹,通过钻孔深度和螺距来描述,为模态指令。
G332:攻螺纹回程,采用与G331运动相同的螺距。主轴自动换向,为模态指令。
X Y Z:钻孔位置与深度(以直角坐标给定螺纹终点)。
I:指定G19平面,X方向的螺距。
J:指定G18平面,Y方向的螺距。
K:指定G17平面,Z方向的螺距。
螺距值的范围:±(0.001~2000.00)mm/r。
在G332(后退)之后,可以用G331加工下一个螺纹。
(4)编程示例 加工一个M12螺纹孔。
程序代码 注释
LUOWEN5.MPF ;主程序名称
…
N20 G0 Z50 M8 ;至50mm高度
N30 SPOS=0 ;主轴处于位置控制状态
N40 X50 Y0 Z5 ;定位到起始点,切削液打开
N50 G331 Z-25 K1.5 ;攻螺纹深度为25mm,螺距为1.5mm,主轴正方向旋转
N60 G332 Z5 K1.5 ;主轴退回,主轴自动换向
N70 G0 Z50 M9 ;抬刀,切削液关闭
N80 M5 ;主轴停止
N90 M30 ;程序结束