7.5.4 矩形凸台铣削循环(CYCLE76)
2025年10月13日
7.5.4 矩形凸台铣削循环(CYCLE76)
(1)指令功能 使用矩形凸台铣削循环指令可以对如图7-30所示的各种矩形(或带有圆角变形)凸台进行粗加工、精加工和倒角加工。该矩形凸台可以正交放置,也可以斜向放置。按照工件图样标注的尺寸,矩形凸台需要确定一个相应的参考点,同时还必须定义一个毛坯凸台。该毛坯凸台外部需要有敞开的区域,以便快速移动刀具时不会发生刀具碰撞、干涉等情况。

图7-30 矩形凸台(投影)外形
一般矩形凸台只需一次进刀便可完成铣削加工。如果想多次进刀铣削,则必须采用不断变小的精加工余量方式来多次编写出该循环指令。
(2)编译后的程序格式参数列表 CYCLE76(REAL_RTP,REAL_RFP,REAL_SDIS,REAL_DP,REAL_DPR,REAL_LENG,REAL_WID,REAL_CRAD,REAL_PA,REAL_PO,REAL_STA,REAL_MID,REAL_FAL,REAL_FALD,REAL_FFP1,REAL_FFD,INT_CDIR,INT_VARI,REAL_AP1,REAL_AP2,REAL_FS,REAL_ZFS,INT_GMODE,INT_DMODE,INT_AMODE)。
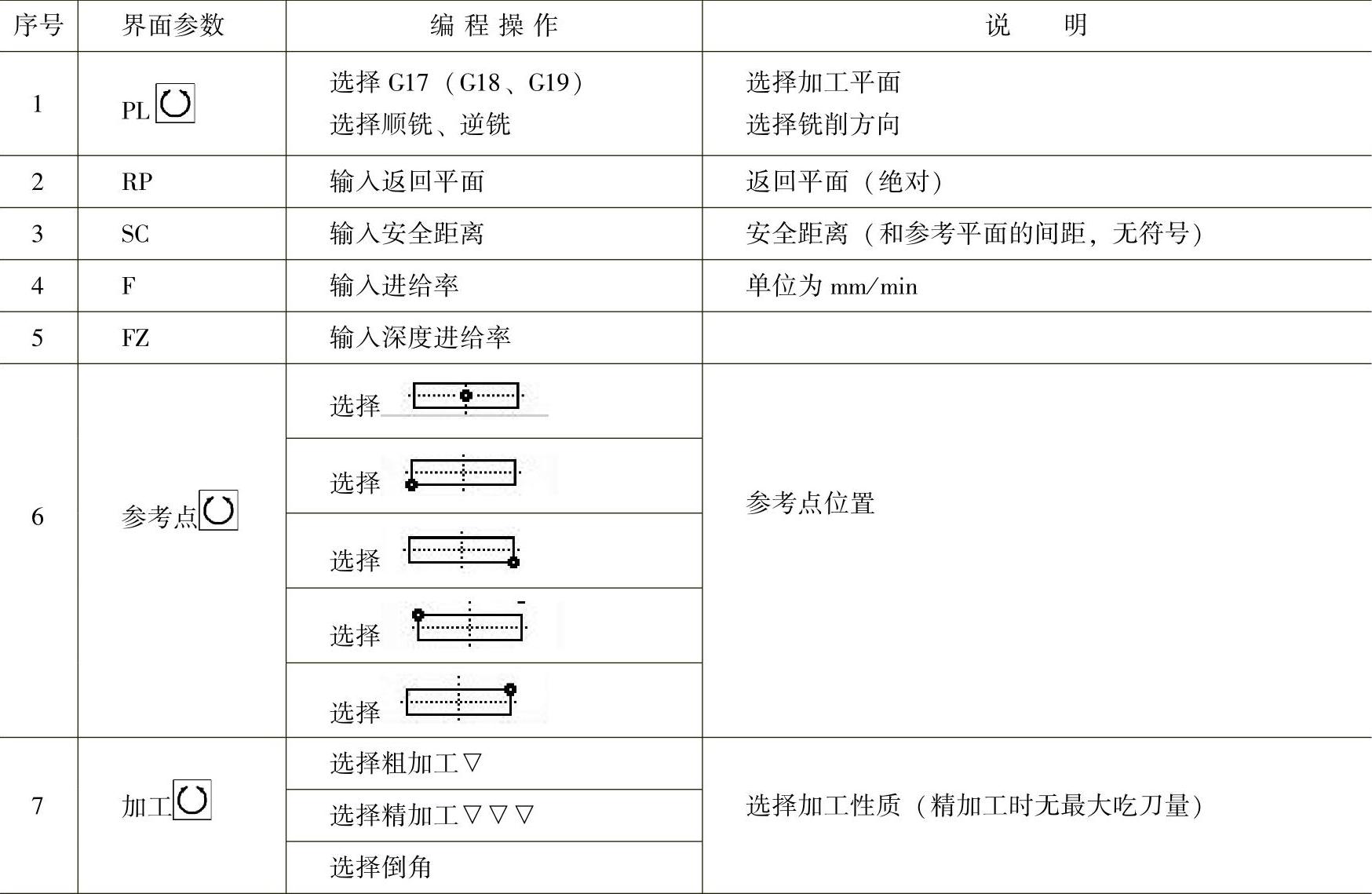
(3)编程操作界面 矩形凸台铣削循环尺寸标注图样及参数对话框如图7-31所示,编程操作界面说明见表7-18。
表7-18 矩形凸台铣削循环编程操作界面说明
(续)
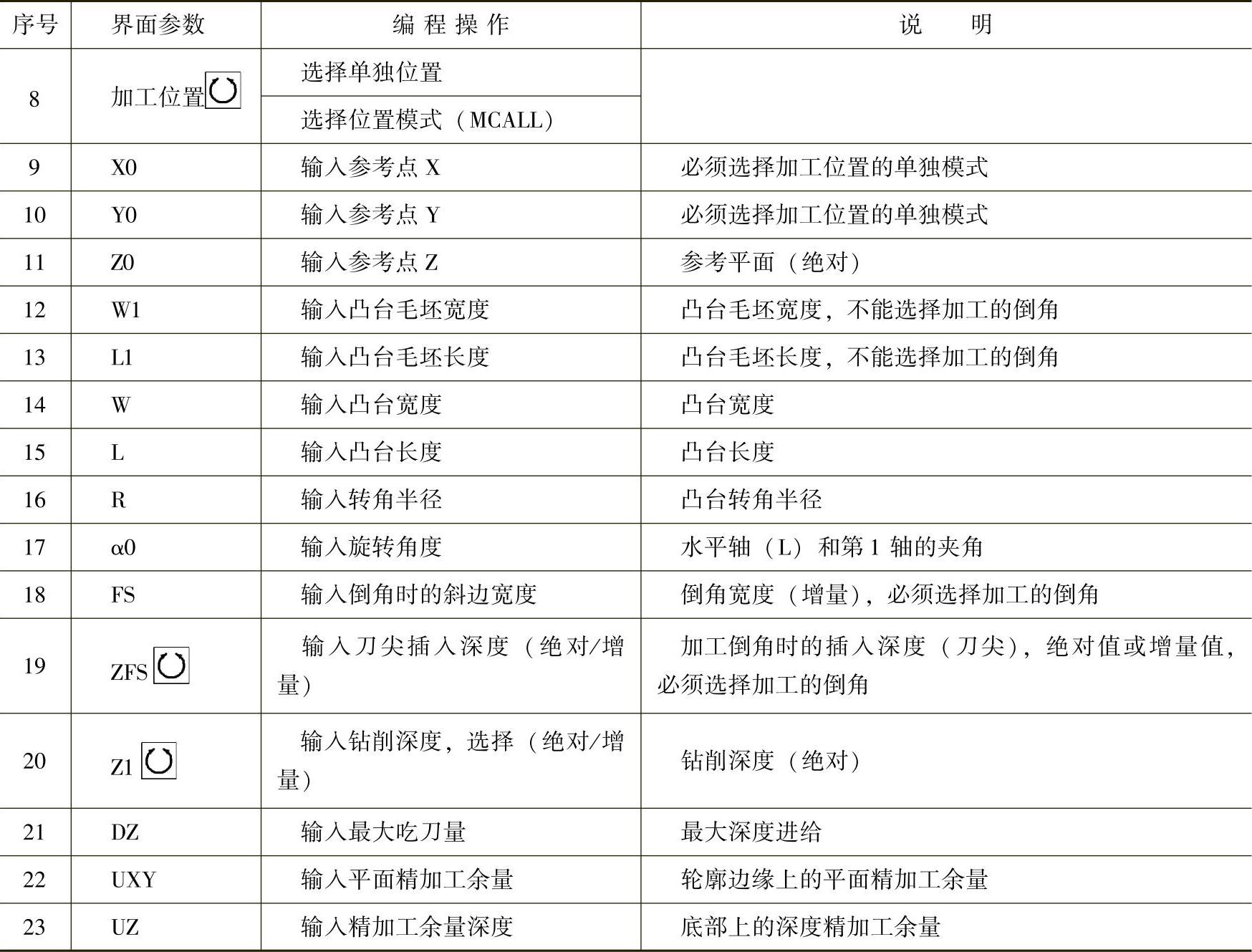
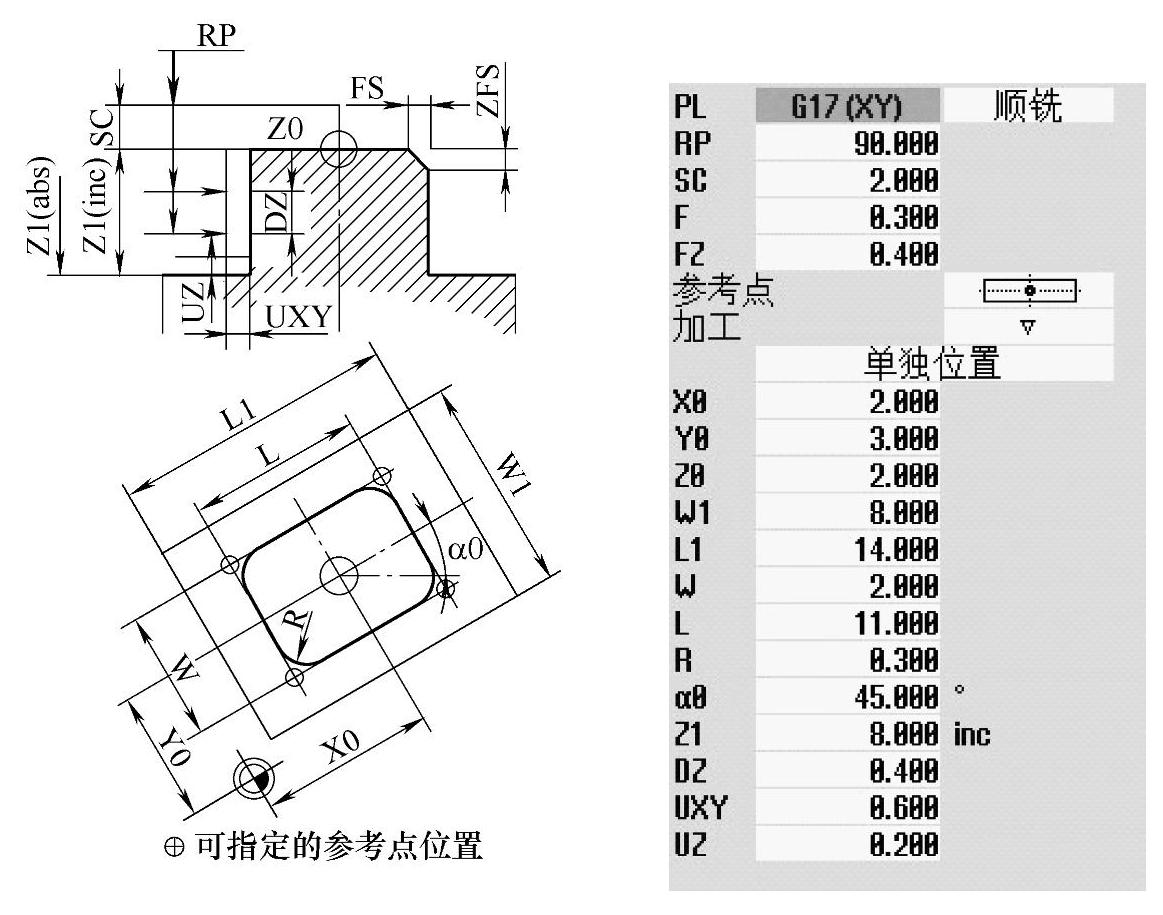
图7-31 矩形凸台铣削循环尺寸标注图样及参数对话框