3.6.10 用于回转轴的绝对尺寸(DC,ACP,ACN)
2025年10月13日
3.6.10 用于回转轴的绝对尺寸(DC,ACP,ACN)
(1)指令功能 在绝对尺寸中定位回转轴可以使用与G90/G91无关的逐段有效的指令DC、ACP和ACN。DC、ACP和ACN的不同之处在于逼近方案,如图3-32所示。
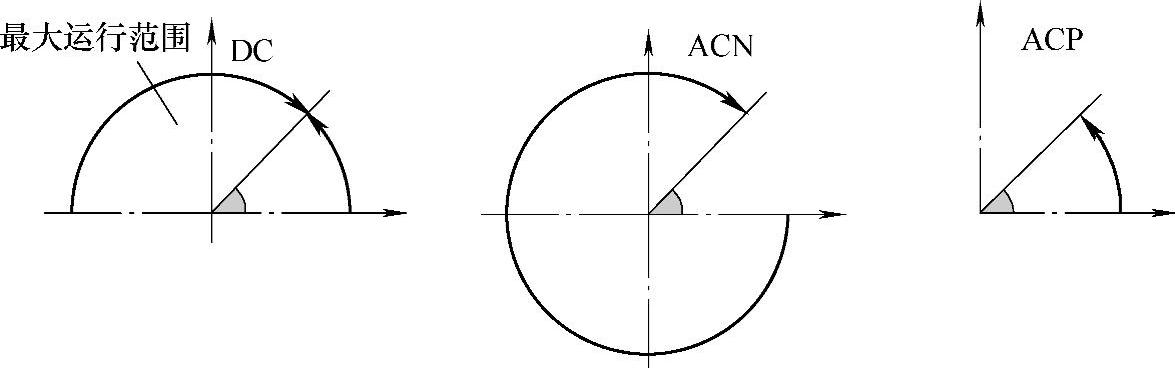
图3-32 回转轴的绝对尺寸
(2)编程指令格式
<回转轴>=DC(<值>)
<回转轴>=ACP(<值>)
<回转轴>=ACN(<值>)
(3)指令参数说明
<回转轴>:需要运行的回转轴的名称,例如A、B或C。
DC:用于直接返回位置的指令。回转轴以直接的、最短的位移方式运行到所编程的位置。回转轴最多运行180°。例如:SPOS=DC(45)。
ACP:用于返回到正方向位置的指令。回转轴以正向的轴旋转方向(逆时针方向)运行到所编程的位置。
ACN:用于返回到负方向位置的指令。回转轴以负向的轴旋转方向(顺时针方向)运行到所编程的位置。
<值>:绝对尺寸中待返回的回转轴位置。取值范围为0~360°。
用方向参数(ACP,ACN)定位时,在机床数据中必须设定0°~360°的运行范围(模数特性)。为了使程序段中的取模回转轴运行超过360°,必须用G91或IC进行编程。
(4)编程示例 如图3-33所示,在回转工作台上进行铣削加工。刀具不动,工作台回转270°,按顺时针方向,生成一个圆弧槽。
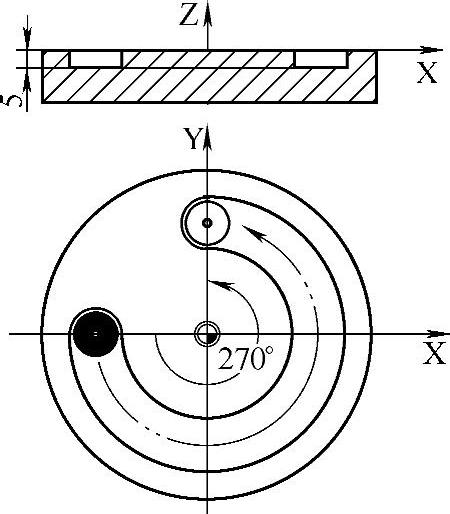
图3-33 工件回转铣削圆弧
程序代码 注释
N10 SPOS=0 ;主轴处于位置控制中
N20 G90 G0 X-20 Y0 Z2 T1 ;绝对尺寸,刀具T1快速进刀
N30 G1 Z-5 F500 ;进给加工,刀具下降
N40 C=ACP(270) ;工作台按顺时针方向(正方向)旋转270°
N50 G0 Z2 ;抬刀
N60 M30 ;程序结束