7.6.2 预钻轮廓腔循环指令(CYCLE64)
(1)指令功能
1)使用轮廓腔预钻孔/定心循环,利用钻头类刀具对即将要铣削的单个或多个轮廓腔进行预钻孔或定心工艺,则在后续的腔铣削工艺中,对于不带切削底刃的铣削刀具可以采用垂直进刀的下刀方式,而不需要采用螺旋或往复的下刀方式。采用不带切削底刃的铣刀进行轮廓腔加工的编程工艺步骤可以定义为:调用轮廓→轮廓腔钻中心孔→轮廓腔预钻孔→轮廓腔铣削。这种轮廓腔的工艺方法可以合理利用刀具资源并有效优化加工工艺,提升加工效率。
2)预钻孔(CYCLE64)循环包括两个子循环内容:钻中心孔和预钻孔。后者比前者多了一个UZ参数选项。可以根据工艺需要选择生成轮廓腔定心程序或轮廓腔预钻孔程序。所需预钻削的数量和位置取决于具体的情况,比如轮廓的类型、刀具、平面进刀位置、精加工余量。进行该循环编程时,需要进行加工刀具的选择操作。
(2)编译后的程序格式参数列表 CYCLE64(STRING[100]_PRG,INT_VARI,REAL_RP,REAL_Z0,REAL_SC,REAL_Z1,REAL_F,REAL_DXY,REAL_UXY,REAL_UZ,INT_CDIR,STRING[32]_TR,INT_DR,INT_UMODE,INT_GMODE,INT_DMODE,INT_AMODE)。
(3)编程示例 CYCLE64(“ZX01”,1000,80,0,3,-12,550,40,0.5,0.2,0,“CENTER10”,1,,0,11,10)。
(4)编程操作界面 预钻轮廓腔循环编程操作界面说明见表7-28,轮廓腔定心孔循环尺寸标注图样及参数对话框如图7-50,轮廓腔预钻孔循环尺寸标注图样及参数对话框如图7-51所示。
表7-28 预钻轮廓腔循环编程操作界面说明
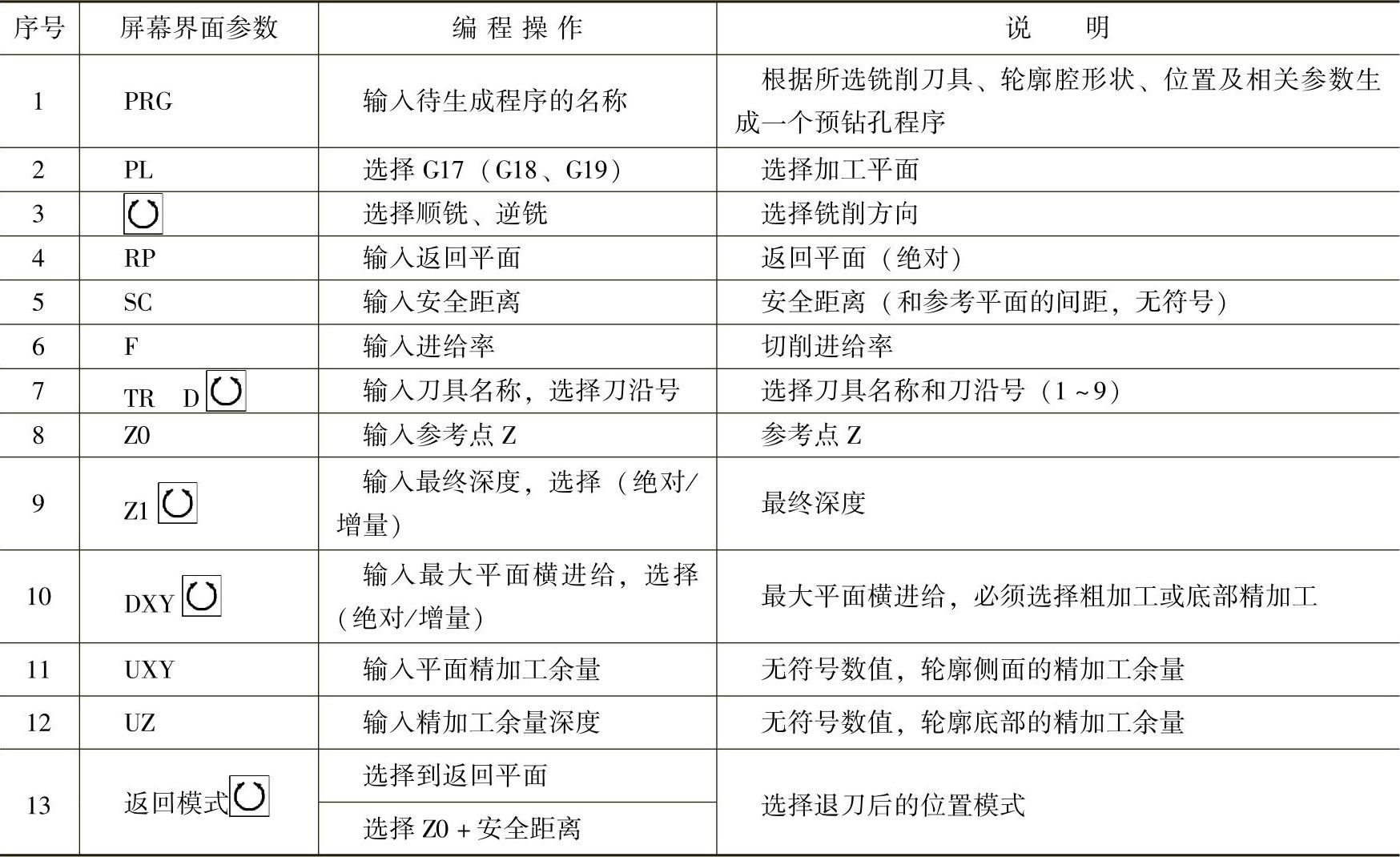
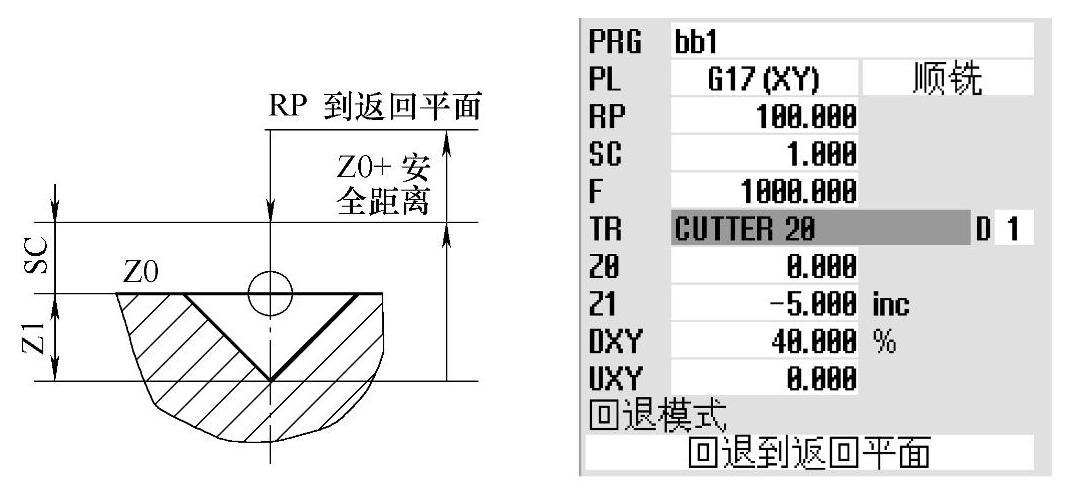
图7-50 轮廓腔定心孔循环尺寸标注图样及参数对话框
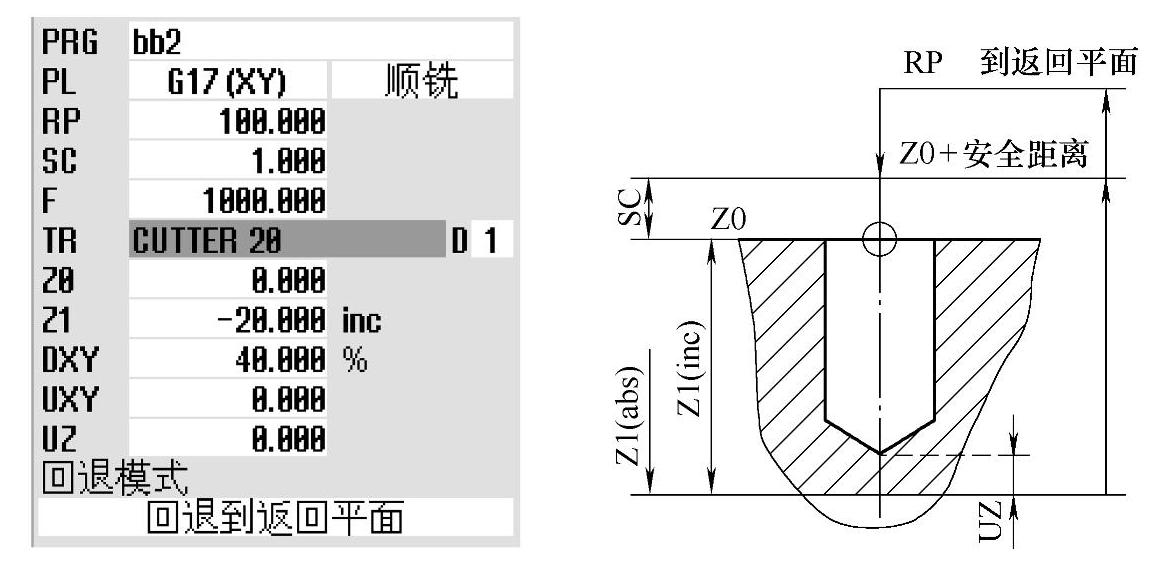
图7-51 轮廓腔预钻孔循环尺寸标注图样及参数对话框