3.6.8 带有切线过渡的圆弧插补(CT,X...Y...Z...)
2025年10月13日
3.6.8 带有切线过渡的圆弧插补(CT,X...Y...Z...)
(1)指令功能 切线过渡功能是圆弧编程的一个扩展功能。这种编程方式对于关注圆弧图素基点相切关系而对圆弧半径没有标注的图形编程极为方便。其中,圆弧通过以下几点来定义:
1)起点和终点。
2)起点的切线方向。
用G指令CT生成一个与先前编程的轮廓段相切的圆弧。一个CT程序段起点的切线方向是由前一程序段的编程轮廓的终点切线来决定的,如图3-28所示。
在这个程序段和当前程序段之间可以有任意数量的没有运行信息的程序段。
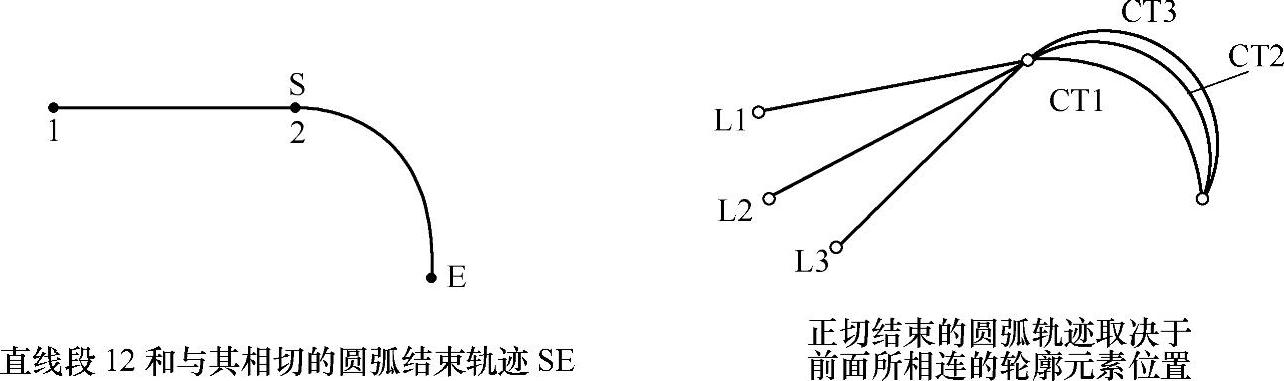
图3-28 切线方向规定
(2)编程格式
CT X...Y...Z...
(3)指令参数说明
CT:切线过渡的圆弧,模态有效。
X Y Z:以直角坐标给定的终点。
在通常情况下圆弧由切线方向以及起点和终点决定。
(4)编程示例 按照图3-29所示尺寸铣削带有圆弧的轮廓。
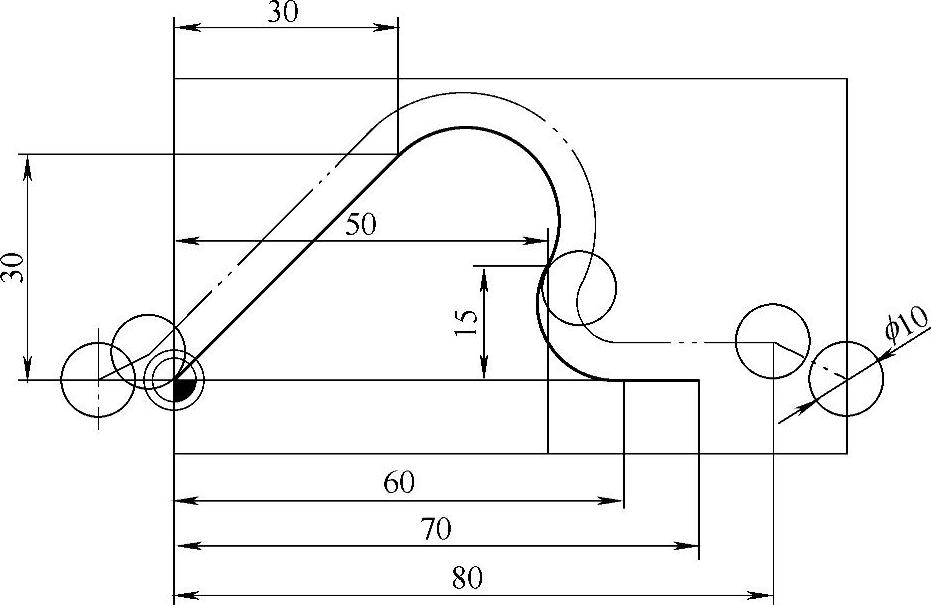
图3-29 切线过渡的圆弧编程
程序代码 注释
N10 T1 M6 ;调用立铣刀,直径为10mm
N20 G0 G90 X-10 Y0 Z3 D1;快速至下刀点上方
N30 S1200 M3 ;设定主轴转速、方向
N40 G1 Z-2 F300 ;工进至指定吃刀量
N50 G41 G1 X0 Y0 F1000 ;激活刀具半径补偿(TRC)
N60 X30 Y30 ;直线插补
N70 CT X50 Y15 ;使用切线过渡编程圆弧
N80 X60 Y0 ;使用切线过渡编程圆弧
N90 G1 X80 ;直线插补
N100 G0 G40 X90 Y0 ;取消圆弧插补
N110 Z20 ;抬刀
N120 M30 ;程序结束